增壓缸
結合氣缸和油缸優點設計的器械
增壓缸又稱氣液增壓缸
增壓缸是結合氣缸和油缸優點而改進設計的,液壓油與壓縮空氣嚴格隔離,缸內的活塞桿接觸工作件后自動啟程,動作速度快,且較氣壓傳動穩定,缸體裝置簡單,出力調整容易,相同條件下可達到油壓機之高出力,能耗低,軟著陸不損模具,安裝容易並且特殊增壓缸可360度任意角度安裝,所佔用的空間小,故障少無溫升之困擾,壽命長,雜訊小,等核心特性。
增壓缸使用一般氣壓即能達成油壓缸之高出力,不需要液壓單元。
增壓缸一般可分為:預壓式增壓缸、直壓式增壓缸、行程可調增壓缸、加大回程拉力增壓缸、緊湊並列型增壓缸、迷你型增壓缸、快速型增壓缸、油氣隔離型增壓缸。
增壓缸的工作頻率,按照不同的行程及缸徑一般在10~70次/分鐘。
操作速度:50~1000mm/s
增壓缸是能將輸入壓力變換,以較高壓力輸出的液壓元件。
增壓缸是將一油壓缸與增壓器作一體式相結合,利用增壓器的大小不同受壓截面面積之比,以及帕斯卡能源守衡原理而工作。因為壓力不變,當受壓面積由大變小時,則壓強也會隨大小不同而變化的原理,從而達到將氣壓壓力提高到數十倍的壓力效果,以預壓式增壓缸為例:當工作氣壓壓在液壓油(或活塞)表面時,液壓油會壓縮空氣作用而流向預壓行程腔,此時液壓油會迅速推動式件作位移,當工作位移遇到阻力大於氣壓壓力時缸則停止動作,此時,增壓缸的增壓腔因為電信號(或氣動信號)動作,開始增壓從而達到成型產品的目的。
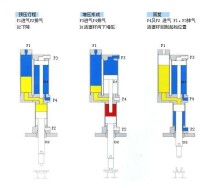
增壓缸工作原理
增壓缸由油缸,空油轉換筒,增壓器三部分結合而成。
增壓器+油缸=分體式增壓缸
直壓式增壓器+油缸=直壓式增壓缸
預壓式增壓器+油缸=標準型增壓缸
氣液增壓缸是系將一油壓缸與增壓器作為一體式結合,使用純氣壓作為動力源,即增壓器+油缸=增壓缸。
增壓缸的特點如下:
動作速度較液壓傳動快,且較氣壓傳動穩定;
缸體裝簡單,出力調整容易,使用保養方便;
在相同途徑條件下可達油壓機之高出力,非純氣壓系統可達到;
設備單價較油壓系統低廉;
因結構簡單,故維護較油壓系統簡便;
持續加壓或停止動作時,不必像純液壓系統那樣,馬達需持續運轉,故可節省能源,且動力來源方便易取,實際能耗相當於油壓系統10%-30%;
能量轉換方便,可以做到零內漏不必擔心環境污染;
為適應工藝需要,衝壓力和工作行程在規定範圍內可達到無級可調;
有多種安裝方式,根據不同工作場合可在任意角度和位置安裝;
衝壓軟到位技術,使作動時噪音小及保護您的模具;
無油壓系統溫升之困擾;
與普通氣缸及液壓站相比,佔用空間面積可小於50%以上;
早期增壓缸技術源於德國,重要技術是防補油過滿裝置消除了增壓缸的補油問題。增壓缸內的卡環限制了儲油活塞移動,當增壓缸加油過滿,多餘的油會從減壓閥排放出去。同時德國TOX的缸,彈簧具有雙重功能,既可使增力活塞回到起始位置,又能使儲油腔產生預壓力,從而在增壓缸氣路關閉時,儲油腔中的油也能保證一定的預壓,保證了缸在任何安裝方向和位置都能可靠地工作。這種彈簧裝置,對降低氣液增壓缸在工作時的空氣消耗做出了非常傑出的貢獻。它的缺點是缸非常的重,安裝、維修和操作也不太方便,價格也非常昂貴。
壓印標記、彎折型材、模具沖孔、沖切鋼材、型材碰焊、擠模成型、壓平校直、鉚接鍛壓、整型鈑金、緊密裝配、鉚合連接、金屬衝壓。
由於增壓缸經常處於高速運轉狀態,容易造成機器磨損,所以應按操作說明書來作業,增壓缸的工作溫度在-5℃~60℃左右,操作速度50~1000mm/s,為了保證增壓缸的正常工作,使用中應注意以下幾點:
保持清潔
在將增壓缸接入氣路前,敬請先將管路及元件內的灰塵等雜物清除,以免降低增壓缸的使用壽命。
正常氣壓範圍內使用
缸在正常使用時工作氣壓必須要按照檢驗報告中規定的工作氣壓範圍內工作,不得超過規定的工作壓力.。
注意增壓缸的工作環境
缸在設計時工作環境內的溫度已定,若因工作需要變換工作環境超過溫度需與增壓缸技術相關人員聯繫處。
由於缸中的部分元件為鐵質,所以請不要將其置於工況環境特為複雜的環境內使用(如有化學物質的接觸環境),另請在缸前端加裝有效的空氣處理元件(三點組合)並接時加油潤滑及排水處理。
不可擅改加其它液壓油
增壓缸在設計時所選用的液壓油介質為VG68#抗磨液壓油,不可撤擅自改用其它液體介質(如機油。水等)。
一定要按程序操作
動作程序一定要按照氣路配裝圖的動作程序工作即預壓動作-增壓動作增壓釋壓-預壓複位
注意保養,經常檢查增壓缸運轉
為避免缸在增壓時動作的壓力過大破壞您的模具或工件,敬請在增壓缸增壓段進入口處加裝一減壓閥,以便能有效保護您的產品。
為確保增壓缸工作的穩定性,建議儘可能在三聯件與增壓缸之間並聯加裝一儲氣筒。
使用增壓缸500000次以上或半年以上時,建議將缸中的液壓油全部更換一次,以提高缸的使用壽命和工作年限。

基本信息
- 中文名
- 增壓缸
- 別稱
- 氣液增壓缸
- 作動方式
- 雙動
- 出力範圍
- 1~100噸
- 別名
- 氣液增壓缸