真空發生器
利用正壓氣源產生負壓的一種的真空元器件
真空發生器就是利徠用正壓氣源產生負壓的一種新型,高效,清潔,經濟,小型的真空元器件,這使得在有壓縮空氣的地方,或在一個氣動系統中同時需要正負壓的地方獲得負壓變得十分容易和方便。真空發生器廣泛應用在工業自動化中機械,電子,包裝,印刷,塑料及機器人等領域。
真空元件以真空壓力為動力源,作為實現自動化的一種手段,已在電子、半導體元件組裝、汽車組裝、自動搬運機械、輕工機械、食品機械、醫療機械、印刷機械、塑料製品機械、包裝機械、鍛壓機械、機器人等許多方面得到廣泛的應用。
真空發生裝置有真空泵和真空發生器兩種。真空泵是吸入口形成負壓,排氣口直接通大氣,兩端壓力比很大的抽除氣體的機械。真空發生器是利用壓縮空氣的流動而形成一定真空度的氣動元件,與真空泵相比,它的結構簡單、體積小、質量輕、價格低、安裝方便,與配套件複合化容易,真空的產生和解除快,宜從事流量不大的間歇工作,適合分散使用。
真空發生器的傳統用途是吸盤配合,進行各種物料的吸附,搬運,尤其適合於吸附易碎,柔軟,薄的非鐵,非金屬材料或球型物體。在這類應用中,一個共同特點是所需的抽氣量小,真空度要求不高且為間歇工作。真空發生器的抽吸機理和影響其工作性能因素的分析研究,對正負壓氣路的設計和選用有著不可忽視的實際意義。真空發生器快易優自動化選型有收錄。
由流體力學可知,對於不可壓縮空氣氣體(氣體在低速進,可近似認為是不可壓縮空氣)的連續性方程:
A1v1= A2v
式中A1,A2----管道的截面面積,m
v1,v2----氣流流速,m/s
由上式可知,截面增大,流速減小;截面減小,流速增大。
對於水平管路,按不可壓縮空氣的伯努里理想能量方程為
P1+(1/2)*ρv1=P2+(1/2)ρv2
式中P1,P2----截面A1,A2處相應的壓力,Pa
v1,v2----截面A1,A2處相應的流速,m/s
ρ-徠---空氣的密度,kg/m
由上式可知,流速增大,壓力降低,當v2>v1時,P1>P2。當v2增加到一定值,P2將小於一個大氣壓務,即產生負壓。故可用增大流速來獲得負壓,產生吸力。
對真空發生器的抽吸機理和影響其工作性能因素的分析研究,對正負壓氣路的設計和選用有著不可忽視的實際意義。
按噴管出口馬赫數M1(出口流速與當地聲速之比)分類,真空發生器可分為亞聲速噴管型(M1<1),聲速噴管型(M1=1)和超聲速噴管型(M1>1)。亞聲速噴管和聲速噴管都是收縮噴管,而超聲速噴管型必須是先收縮后擴張形噴管(即Laval噴嘴)。為了得到最大吸入流量或最高吸入口處壓力,真空發生器都設計成超聲速噴管型。
1、附帶機械式真空開關的類型。
2、真空發生器簡單構造,使用壽命長。
3、有耐化學藥品、耐瓦斯用材質,可在各種環境使用。真空發生器所產生的真空度可達90Kpa以上,可按客戶要求定製化批量生產。
①空氣消耗量:指從噴管流出的流量qv1。
②吸入流量:指從吸口吸入的空氣流量qv2。當吸入口向大氣敞開時,其吸入流量最大,稱為最大吸入流量qv2max。
③吸入口處壓力:記為Pv。當吸入口被完全封閉(如吸盤吸著工件),即吸入流量為零時,吸入口內的壓力最低,記作Pvmin。
④吸著響應時間:吸著響應時間是表明真空發生器工作性能的一個重要參數,它是指從換向閥打開到系統迴路中達到一個必要的真空度的時間。
真空發生器的性能與噴管的最小直徑,收縮和擴散管的形狀,通徑及其相應位置和氣源壓力大小等諸多因素有關。
①最大吸入流量qv2max的特性分析:較為理想的真空發生器的qv2max特性,要求在常用供給壓力範圍,qv2max處於最大值,且隨著P01的變化平緩。
②吸入口處壓力Pv的特性分析:較為理想的真空發生器的Pv特性,要求在常用供給壓力範圍內(P01=0.4---0.5MPa),Pv處於最小值,且隨著Pv1的變化平緩。
③在吸入口處完全封閉的條件下,對特定條件下吸入口處壓力Pv與吸入流量之間的關係。為獲得較為理想的吸入口處壓力與吸入流量的匹配關係,可設計成多級真空發生器串聯組合在一起。
④擴散管的長度應保證噴管出口的各種波系充分發展,使擴散管道出口截面上能獲得近似的均勻流動。但管道過長,管壁摩擦損失增大。一般管道長為管徑的6--10倍較為合理。為了減少能量損失,可在擴散管直管道的出口加一個擴張角為6°--8°的擴張段。
⑤吸著響應時間與吸附腔的容積有關(包括擴散腔,吸附管道及吸盤或密閉艙容積等),吸附表面的泄漏量與所需吸入口處壓力的大小有關。對一定吸入口處壓力要求來說,若吸附腔的容積越小,響應時間越短;若吸入口處壓力越高,吸附容積越小,表面泄漏量越小,則吸著響應時間亦越短;若吸附容積大,且吸著速度要快,則真空發生器的噴嘴直徑應越大。
⑥真空發生器在滿足使用要求的前提下應減小其耗氣量(L/min),耗氣量與壓縮空氣的供給壓力有關,壓力越大,則真空發生器的耗氣量越大。因此在確定吸入口處壓力值的大小時要注意系統的供給壓力與耗氣量的關係,一般真空發生器所產生的吸入口處壓力在20kPa到10kPa之間。此時供表壓力再增加,吸入口處壓力也不會再降低了,而耗氣量卻增加了。因此降低吸入口處壓力應從控制流速方面考慮。
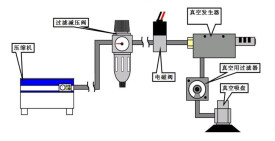
⑦有時由於工件的形狀或材料的影響,很難獲得較低的吸入口處壓力,由於從吸盤邊緣或通過工件吸入空氣,而造成吸入口處壓力升高。在這種情況下,就需要正確選擇真空發生器的尺寸,使其能夠補償泄漏造成的吸入口處壓力升高。由於很難知道泄漏時的有效截面積,可以通過一個簡單的試驗來確定泄漏造成的吸入口處壓力升高。由於很難知道泄漏時的有效截面積,可以通過一個簡單的試驗來確定泄漏量。試驗迴路由工件,真空發生器,吸盤和真空表組成,由真空表的顯示讀數,再查真空發生器的性能曲線,可很容易知道泄漏量的大小。
當考慮泄漏時,真空發生器的特性曲線對正確確定真空發生器非常重要。泄漏有時是不可避免的,當有泄漏時確定真空發生器的大小的方法如下:把名義吸入流量與泄漏流量相加,可查出真空發生器的大小。
基本信息
- 中文名
- 真空發生器
- 外文名
- Vacuum generator
- 功能
- 能產生低於大氣壓壓強、有吸力
- 原理
- 正壓氣源產生負壓
- 拼音
- zhenkongfashengqi
- 特點
- 新型、高效、清潔、經濟、小型