擠塑模頭
擠塑機的成型部件
擠塑機的成型部件。又稱擠塑模、擠塑機頭。其功能在於使來自擠塑機機筒內的塑料熔體,在模頭流道中良好分佈,以便在均勻的速度下從模口擠出並成型。擠塑模頭的成型作用在全部擠塑(見塑料加工)過程中至關重要。
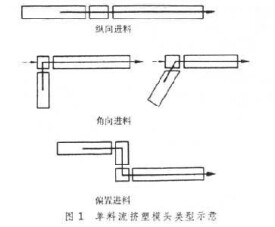
根據擠塑製品的不同,擠塑模頭的結構也多種多樣,其形式分類也未統一。常見類型有單料流式和多料流式(即共擠模式)兩大類。按進料方式,單料流模頭又可分為縱向進料、角向進料和偏置進料3類。偏置式模頭與擠出機之間設有供料器(又稱連接器)。多料流模頭也可分為供料器式、內匯合式和外匯合式3類。
塑料熔體在模頭流道中的實際分佈,由熔體的流動性質、流道的幾何形狀、通過模頭的流動速率以及模頭中的溫度分佈決定。如果在一組條件下某塑料所要求的流道幾何形狀已經優化,則簡單改變傳動速率或溫度,即可使已經優化的流道幾何形狀受到影響。除圓形模頭外,就多種多樣的塑料和操作條件而言,要獲得合理的流道幾何形狀十分困難。因此,通常在擠塑機運轉時,賦予擠塑模頭以調節本領,從外部改變其分佈,例如在模頭中設置阻流或限流部件,以及改變局部的模頭溫度,雖然模頭的機械設計趨於複雜,但提高了模頭的靈活性和可控性。模頭設計的一般要求是:流道中無死角,沿流道的速度穩定地增高,組裝和拆卸容易,模口定型段長度約為模口間隙的10倍,流道幾何形狀不宜驟然變化和採用小的漸近角。
基本信息
- 中文名
- 擠塑模頭
- 別名
- 擠塑模、擠塑機頭
- 類別
- 擠塑機的成型部件
- 功能
- 使擠塑機機筒內塑料成型
- 又稱
- 擠塑模、擠塑機頭