帶表卡尺
測量長度、內外徑的量具
遊標卡尺
指示值:.、.、.。指示指針旋轉周指示,..,值.卡尺,值.。
遊標卡尺測量範圍:~、~、~
帶表遊標卡尺的示值誤差:測量範圍 表的分度值為0.01和0.02 表的分度值為0.05
0~150 ±0.03
0~200 ±0.03
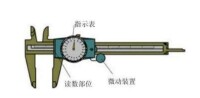
帶表遊標卡尺
帶表卡尺一般能測量內徑、外徑、深度、台階四種測量功能,能進行直接測量和比較測量。
直接測量:用卡尺直接測量工件,按上述讀數方法讀出工件的測量值。

帶表遊標卡尺
帶表卡尺使用方法是否正確,直接影響精度,使用時應遵守下列要求:
1.使用前應將遊標卡尺擦乾淨,然後拉動尺框,沿尺身滑動應靈活、平穩,不得時緊時松或卡住現象。用緊固螺釘固定尺框身讀數不應發生變化。
2.檢查零位。輕輕推動尺框,使兩測量爪的測量面合攏,檢查兩測量面接觸情況,不得有明顯漏光現象,並且錶盤指針指向“0”,同時,檢查尺身與尺框是否在零刻度線對齊。
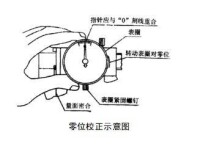
零位校正
4.測量外形尺寸時,應先將游表卡尺活動量爪張開,使工件能自由地放入兩量爪之間,然後將固定量爪貼靠在工作表面上,用手移動尺框,使活動量爪緊密貼在工件表面上。注意:1.測量時工件兩端面與量爪不得傾斜。2.測量時,不得使用量爪間的距離小於工件尺寸,而強制將量爪卡到零件上。
5.測量內徑尺寸時,應將兩刀口內量爪分開且距離小於被測尺寸,放入被測孔內后再移動尺框內量爪使其在工件內表面緊密接觸,即可以在卡尺進行讀數。注意:遊標卡尺測量爪應測在工件兩端孔的直徑位置處,且不得歪斜。
6.遊標卡尺量爪測量面有多種形狀。測量時,應根據被測零件的形狀正確選用。如測量長和外形尺寸,則應選用外量爪測量;如測內徑,應選用內量爪測量;如測深度,則應選用深度尺來測量。
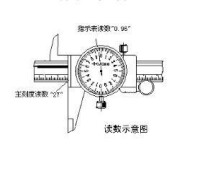
讀數
傳統方法:
當前工廠內部品質檢查的方法為測量一個數據后,由測量人員人工記錄在紙張中,或者由一個人測量,另一個人進行記錄的操作方式,當需要進行分析時,由操作人員錄入到電腦的EXCEL表格中;導致的問題是效率低,數據容易記錯,同時有些操作人員由於不清楚產品的測量規格,對於產品超過規格的情況,操作 人員不能及時採取措施,而且對於需要進行數據分析時,還需要重複錄入電腦中。
新方法:

數據採集儀連接帶表卡尺測量示意圖
優勢:
1、自動數據採集,實現無紙化;
2、提高數據的準確性,更加實時;
3、實現品質數據的實時、遠程監控;
4、方便移動,實現移動數據採集;
5、解決現場數據記錄問題;
1)使用前必須先擦乾淨測量面對好“零”,要保持卡尺測量面、齒條和其它傳動部分的清潔、潤滑。測量后應隨手合上量爪,以防止灰塵、沙粒、金屬切屑等物損壞齒條。
2)測量工件應在靜態下進行。使用時,測量力度要適當,有微動滾輪的卡尺應使用微動滾輪。
3)移動卡尺尺框要平穩,應避免快速拉動向尾端或前端碰撞,應避免撞擊和跌落,以防止針位變形、指針鬆脫、量爪損壞。
4)禁止將卡尺靠近磁場或放置在磁性物體上。如發現卡尺帶有磁性,應及時退磁後方可使用。
5)非專業人員不可拆卸卡尺傳動部位,卡尺須做定期校驗。
帶表卡尺不怕油和水,但是在使用過程中需要震動輕則會導致指針偏移零位,重則會導致內部機芯和齒輪脫離,影響示值。灰塵會影響精度,大的鐵屑進入齒條,不小心拉動會導致傳動齒崩裂,卡尺報廢。帶表卡尺屬於長度類精密儀器,在使用過程中需要輕拿輕放,使用完畢,請擦拭乾凈,閉合卡尺,避免有害灰塵和鐵屑進入!再就是使用雙向防震的帶表卡尺,這種卡尺防震效果會更好些!

基本信息
- 中文名
- 帶表卡尺
- 外文名
- Dial Calipers
- 別名
- 附表卡尺
- 注意事項
- 防震和防塵
- 量程
- 0~150
- 類別
- 量具