單螺桿擠出機
單螺桿擠出機
單螺桿擠出機是由一根阿基米德(Archimedean)螺桿在加熱的料筒中旋轉構成的。由於其結構簡單,製造容易,加工效率高,價格便宜而被廣泛使用,是目前技術最成熟、用量最多的擠出機類型。
目前單螺桿擠出機已從最初基本的螺旋結構,發展出如阻尼螺塊、排氣式螺桿、開槽螺筒、銷釘料筒、積木式結構等各種不同的結構類型,同時,由於單螺桿擠出機佔用空間小,而成為複合加工以及塑料吹塑薄膜領域的主要使用設備。

單螺桿擠出機
單螺桿擠出機一般在有效長度上分為三段,按螺桿直徑大小、螺距、螺深確定三段有效長度,一般按各佔三分之一劃分。
高效單螺桿擠出機採用雙階式整體設計,強化塑化功能,保證了高速高性能穩定擠出,特種屏障綜合混煉設計,保證了物料的混煉效果,高剪切低融塑化溫度保證了物料的高性能低溫低壓計量擠出。設計理念和特點:在高平直基礎上的高速,高產擠出。
單螺桿擠出機主要由擠壓系統、傳動系統和加熱冷卻系統等3個部分組成,其基本結構如圖1所示。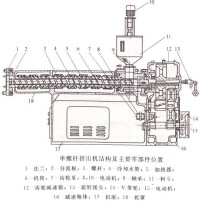
圖1擠出機的基本結構圖
擠壓系統的主要作用是將高分子材料熔融塑化形成均勻的熔體,實現由玻璃態向黏流態的轉變.並在這一過程中建立一定的壓力,被螺桿連續的擠壓輸送到機頭模具。因而,擠壓系統對擠出加工的成型質量和產量起到重要作用。
擠壓系統主要包括加料裝置、螺桿和料筒等部分,它是擠出機最關鍵部分,其中螺桿是擠出機的心臟,物料通過螺桿的轉動才能在料筒內移動,並得到增壓和部分熱量。
傳動系統通常由電動機、減速器和軸承等組成,其作用主要是驅動螺桿,供給螺桿在擠出過程中所需要的扭矩和轉矩。在擠出過程中,要求螺桿轉速穩定,並且不隨螺桿負荷的變化而變化,以保證製品質量均勻一致。但在不同的場合下,要求螺桿能夠實現變速,以達到一台設備能適應擠出不同材料或不同形狀製品的要求。在多數擠出機中,螺桿速度的變化是通過調整電機速度實現的,傳動系統還設有良好的潤滑系統和迅速制動的裝置。
擠出機的加熱冷卻系統由加熱裝置和冷卻裝置組成,它是擠出過程能夠順利進行的必要條件,加熱裝置和冷卻裝置必須保證高分子材料熔融塑化和在成型過程中的溫度條件達到工藝要求。
冷卻裝置一般設置在擠出機的料筒、螺桿以及料斗底部等部位。料筒冷卻可以採用水冷或風冷方式,一般中小型擠出機多採用風冷方式;大型擠出機則多採用水冷或兩種形式相結合的方式。螺桿冷卻主要採用中心水冷,目的是增加物料固體輸送速率,穩定出料量,同時提高產品質量。在料斗底部的冷卻裝置主要是為了加強對固體物料的輸送作用,防止因升溫使物料顆粒發黏,堵塞料口進而影響進料。一般對於螺桿直徑為90mm以上的擠出機和高速擠出機,其料斗底部處必須設置冷卻裝置。
料口最後一道螺紋開始叫輸送段物料在此處要求不能塑化,但要預熱、受壓擠實,過去老擠出理論認為此處物料是鬆散體,後來通過證明此處物料實際是固體塞,就是說這裡物料受擠壓后是一固體象塞子一樣,因此只要完成輸送任務就是它的功能了。
單螺桿擠出機原理:第二段叫壓縮段時螺槽體積由大逐漸變小,並且溫度要達到物料塑化程度,此處產生壓縮由輸送段三,在這裡壓縮到一,這叫螺桿的壓縮比--3:1,有的機器也有變化,完成塑化的物料進入到第三段。
單螺桿擠出機原理:第三段是計量段此處物料保持塑化溫度,只是象計量泵那樣準確、定量輸送熔體物料,以供給機頭,此時溫度不能低於塑化溫度,一般略高點。
單螺桿擠出機主要供擠出軟、硬聚氯乙烯、聚乙烯等熱塑性塑料之用,它與相應的輔機(包括成型機頭)配合,可加工多種塑料製品,如膜、管、板、絲帶等,亦可用於造粒。
塑料擠出機設計先進,質量高,塑化好,能耗低,採用漸開線齒輪傳動,具有噪音低,運轉平穩,承載力大,壽命長等特點。
管材擠出:適用於PP-R管、PE燃氣管、PEX交聯管,鋁塑複合管,ABS管、PVC管、HDPE硅芯管及各種共擠複合管。
板材和片材擠出:適用於PVC、PET、PS、PP、PC等型材及板材的擠出。其它各種塑料的擠出如絲、棒等。
型材的擠出:調節擠出機轉速及改變擠出螺桿的結構可適用於生產PVC、聚烯烴類等各種塑料異型材。改性造粒:適用於各種塑料的共混、改性、增強造粒。
◎在高品質基礎上的高速,高產擠出。
◎低溫塑化的設計理念,保證高質量製品的擠出。
◎兩階式整體設計,強化塑化功能,保證調整高性能擠出。
◎特種屏障,綜合混煉設計,保證物料的混煉效果。
◎高扭力輸出,特大推力軸承。
◎齒輪,軸為高強度合金鋼,滲碳,磨齒處理。
◎高硬度,高光潔度,超低噪音。
◎PLC智能控制,可實現主輔機間的聯動。
◎易於監控的人機界面,方便了解加工和機器狀態。
◎根據需要可更換控制方式(控溫儀錶)。
◎材質為38CrMoAL/A氮化處理,耐磨。
◎嚴格的溫控精度,風冷水冷相結合冷卻。
◎獨特的入料口設計,具有完美的水冷裝置。
◎帶溝面喂料底套的螺筒,具有增強進料功能,為高速高產擠出提供了保證。
| 項目item | 45/30 | 65/33 | 75/33 | 90/33 | 105/33 | 120/33 | 150/33 |
螺桿直徑mm Screwdiameter(mm) | 45 | 65 | 75 | 90 | 105 | 120 | 150 |
螺桿/L:D ScrewL/D | 30 | 33 | 33 | 33 | 33 | 33 | 33 |
螺桿轉速rpm Screwrotationspeed(rpm) | 150 | 150 | 150 | 150 | 150 | 120 | 90 |
驅動功率(kw) Drivepower(kw) | 18.5-37 | 45-90 | 90-132 | 160-185 | 185-250 | 250-315 | 155-450 |
加熱冷卻段數 HeadgingcoolingsegmentsNo. | 5 | 6 | 6 | 6 | 6 | 6 | 6 |
連接體加熱功率 Connectorheatingpower | 1.7 | 2 | 3 | 4 | 4 | 5 | 6 |
產量 Output | 60-120 | 120-220 | 300-400 | 400-500 | 500-700 | 800-1100 | 1000-1400 |
HDPE/MDPE-顆粒狀料 HDPE/MDPEpartices | 100 | 260 | 380 | 600 | 700 | 950 | 1200 |
PERT-顆粒狀料 HDPE/MDPEparticles | 85 | 220 | 320 | 510 | 600 | 810 | 1020 |
PPRT-顆粒狀料 PPRTparticles | 80 | 210 | 300 | 480 | 560 | 760 | 960 |
PP-顆粒狀料 PPparticles | 75 | 195 | 285 | 450 | 525 | 710 | 900 |
PB-顆粒狀料 PBparticles | 70 | 180 | 270 | 420 | 490 | 60 | 840 |
機筒加熱功率 Machinebarrelheatingpower | 10 | 19 | 23 | 35 | 35 | 60 | 72 |
單螺桿擠出機是塑料擠出生產線中的一種機型,它的技術參數和型號如下:
1、單螺桿擠出機技術參數:
1)擠出機生產能力Q:每小時擠出的塑料量
2)比流量每小時每轉一周擠出機生產能力
3)名義比功率每小時加工kg塑料所需電機功率
4)螺桿長徑比L/Db:螺桿工作部分長度與螺桿直徑比值
5)螺桿直徑Db:指大徑,系列標準20、30、45、65、90、120、150、165、200、250、300
6)驅動螺桿電機功率P:KW
7)螺桿轉速範圍:nmin-nmaxr/min
2、型號
150/20表示螺桿直徑為150mm,長徑比為20:1塑料擠出
應用範圍:所有熱塑性塑料擠出成型、擠出造粒。
硬齒面齒輪箱,交流或直流無級傳動調速。
新型螺桿結構,熔融混合均勻,確保低融溫高產量
螺桿機筒材料採用氮化鋼38CrMoAIA氮化處理,表面合金處理硬度更高。
鑄銅、鑄鋁加熱器,根據要求採用風冷與水冷。
先進的電器控制系統
優點:單螺桿擠出機設計簡單,價格便宜,因而應用廣泛。
缺點:
(1)單螺桿擠出機的物料輸送主要靠摩擦,使其加料性能受到限制,粉料、糊狀料、玻璃纖維及無機填料等較難加入。
(2)當機頭壓力較高時,逆流增加,使生產率降低。
(3)單螺桿排氣擠出機物料在排氣區的表面更新作用小,因而排氣效果較差。
(4)單螺桿擠出機不適於某些工藝過程,如聚合物著色、熱固性粉料的加工等。
基本信息
- 中文名
- 單螺桿擠出機
- 外文名
- Single screw extruder
- 運用領域
- 加工製造業
- 類別
- 擠出機設備
- 功能
- 加工多種塑料製品
- 用途
- 擠出軟、硬聚氯乙烯
- 優點
- 設計先進、質量高、塑化好
- 實例
- 吹膜、擠管、壓板、拔絲帶