成組技術布局
成組技術布局
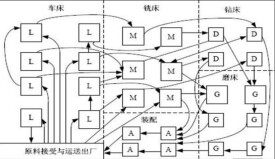
成組技術布局,也稱單元式布局,是指將不同的機器組成加工中心(工作單元)來對形狀和工藝相似的零件進行加工。成組技術布局和工藝導向布局的相似點是加工中心用來完成特定的工藝過程,加工中心生產的產品種類有限。
成組技術布局是將不同的機器分成單元來生產具有相似形狀和工藝要求的產品。成組技術布局現在被廣泛應用於金屬加工、計算機晶元製造和裝配作業。成組原則應用的目的是要在生產車間中獲得產品原則布置的好處,這些好處包括:
1)改善人際關係:工人組成團隊來完成整個任務。
2)提高操作技能:在一個生產周期內,工人只能加工有限數量的不同零件,重複程度高,有利於工人快速學習和熟練掌握生產技能。
3)減少在制品和物料搬運:一個生產單元完成幾個生產步驟,可以減少零件在車間之間的移動。
4)縮短生產準備時間:加工種類的減少意味著模具的減少,因而可提高模具的更換速度。
工藝導向布局轉換為成組技術布局可通過以下三個步驟來實現:
1)將零件分類:該步驟需要建立並維護計算機化的零件分類與編碼系統。儘管許多公司都已開發了簡便程序來對零件進行分組,但這項支出仍然很大。
2)識別零件組的物流類型,以此作為工藝布置和再布置的基礎。
3)將機器和工藝分組,組成工作單元。在分組過程中經常會發現,有一些零件由於與其他零件聯繫不明顯而不能分組,還有專用設備由於在各加工單元中的普遍使用而不能具體分到任一單元中去。這些無法分組的零件和設備都放到“公用單元”中。
工藝導向布局適合於處理小批量、顧客化程度高的生產與服務,其優點是:設備和人員安排具有靈活性;其缺點是:設備使用的通用性要求較高的勞動力熟練程度和創新,在制品較多。
產品導向布局適合於大批量的、高標準化的產品的生產,其優點是:單位產品的可變成本低,物料處理成本低,存貨少,對勞動力標準要求低;其缺點是:投資巨大,不具產品彈性,一處停產影響整條生產線。
其實,工藝導向布局與產品導向布局之間的區別就是工作流程的路線不同。工藝導向布局中的物流路線是高度變化的,因為用於既定任務的物流在其生產周期中要多次送往同一加工車間。產品導向布局中,設備或車間服務於專門的產品線,採用相同的設備能避免物料迂迴,實現物料的直線運動。只有當給定產品或零件的批量遠大於所生產的產品或零件種類時,採用產品導向布局原則才有意義。
成組技術布局則是將不同的機器分成單元來生產具有相似形狀和工藝要求的產品。其優點是:改善人際關係,增強參與意識;減少在制品和物料搬運及生產過程中的存貨;提高機器設備利用率;減少機器設備投資與縮短生產準備時間等。
辦公室布局與製造業布局強調的重點不同。製造業布局強調的是物料的流動,而辦公室布局則強調的是信息的傳遞。
零售/服務布局追求的是使單位面積的利潤最大。
基本信息
- 中文名
- 成組技術布局
- 別名
- 單元式布局
- 步驟
- 3個
- 優點
- 改善人際關係等