AOD爐
用於精鍊不鏽鋼的設備
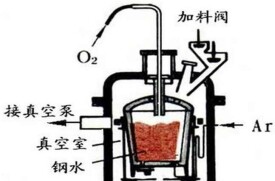
AOD爐(argon oxygen decarburization furnace)氬氧精鍊法的精鍊設備,以該法英文名的縮寫字母命名。它的外形與轉爐近似,爐體安放在一個可以前後傾翻的托圈上,由銷釘固定。
AOD爐法(即氬氧脫碳法)是精鍊不鏽鋼較先進的技術。其具有設備簡單、操作方便、適應性強、投資省、生產成本低等優點,而被廣泛採用。
將高爐鐵水和中頻爐上熔化的合金,經鋼包注入AOD爐,冶鍊時吹入O2、Ar或N2混合氣體,對鋼水脫碳,同時由加料系統加入還原劑、脫硫劑、鐵合金或冷卻劑等調整鋼水成分和溫度,冶鍊出合格的不鏽鋼水供連鑄機。
精鍊時混合氣體的輸送和調節是氬氧爐的主要系統之一。由制氧車間生產的氣體經管道分別輸送入車間附近的貯氣罐中,經計量、減壓、調節、混合,最後按工藝要求的流量和比例的混合氣體,通過側槍送入爐內。
冶鍊開始時由氧氣是通過雙層水冷吹氧管,由頂部爐口處吹入金屬熔池進行脫碳。精鍊時用混合氣體送入側槍進入爐內(安裝在出鋼口側對面、靠近爐底的側壁上)。當裝料和出鋼時,爐體前傾一定角度,(側面)風口處於鋼液面以上。正常吹煉時,風口沉入溶池深部。風口中心管吹入氧氣與氬氣或氮氣的混合氣體,通過調節氧氬比可以降低一氧化碳分壓達到脫碳保鉻目的。AOD爐風口的型式是特有的,它是用氣體冷卻的消耗式風口。風口採用雙層套管結構,其外管只通氬氣或氮氣以冷卻風口,內管通氧氣和氮氣、或氬氣的混合氣體。通過風口罩環的流量控制以達到最佳的操作效果,風口罩環中心管和風口罩環的流量可在主控室進行控制。
採用三支側槍技術。可以增強供氧強度提高金屬料收得率,該技術可縮短AOD冶鍊時間。穩定可靠的控制系統可減少冶鍊中氣體和各種原材料消耗,並獲得穩定的產品質量。
1、爐子工作之前,應認真檢查,確保設備處於良好待機狀態、各介質參數符合要求。AOD爐渣坑,不得有水或潮濕物品。
2、翻包和起動兌鋼水包前須查看鋼絲繩、鐵鏈等吊具損壞情況,有問題及時更換。
3、升溫冶鍊
(1) AOD配氣站,應加強檢查,發現泄漏及時處理。人員進入配氣站應預先開啟門窗與通風設施,確認安全後方可人內,維修時應始終開啟門窗與通風設施。
(2)吊運料斗要查看吊具損壞情況,及時更換。防止砸傷。起吊時,應有專人指揮。 (3)操作AOD加料斜車,不許用鐵棍頂按鈕開關,要盯看斜車行走,嚴禁升過頭。
4、配氣搖爐操作時,嚴禁打開氧氣閥,並確認平車上無人員後方可操作,同時觀察傾爐角度和速度,若有異常應及時檢查排除。
5、爐前測溫、取樣時,人員應站在平車擋板窗口側邊進行操作,避免熱氣傷人。
6、爐前轉運廢坯前應檢查鐵鏈完好情況,鐵鏈與廢坯綁好后,人員避開安全距離后才可指揮起吊。
7、配合金操作時,不得站在斗與斗之間掛鉤起吊、手應握掛鉤外側上鉤,以防止夾傷。同時必須注意行車走向,及時避讓。
8、石灰烘烤爐頂加螢石和石灰操作時,要靠內側站位,確需經過外側也必須面朝外以便觀察、留有餘步,在加料口操作時用力不可過大、保持人身體重心不失衡。
9、拆裝氬氧槍及管路,不能戴有油污的手套操作;裝好后細緻檢查、嚴防氧氣泄漏。
基本信息
- 中文名
- AOD爐
- 外文名
- argon oxygen decarburization furnace
- 來源
- 以該法英文名的縮寫字母命名
- 解釋
- 氬氧精鍊法的精鍊設備
- 優勢
- 設備簡單、操作方便等