極限拉深係數
極限拉深係數
極限拉深係數是指在一定的坯料直徑下,所能拉深出的最小直徑,小於這個直徑將產生破裂。
它反映筒形件拉深的最大可能變形程度。
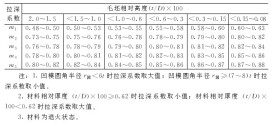
極限拉深係數與材質、模具的圓角、板料的相對厚度(t/D)、潤滑、壓邊力等因素有關。極限拉深係數是在一定條件下由實驗確定的。右下圖列出了圓筒形件用壓邊拉深時的極限拉深係數。
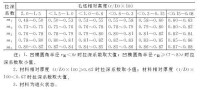
圓筒形件用壓邊拉深時的極限拉深係數
相對厚度越大,對拉深越有利。因為相對厚度t/D大,抵抗凸緣處失穩起皺的能力提高,這樣壓邊力可以減小甚至不需要,這就相應地減小甚至完全去掉了壓邊圈對毛坯摩擦的阻力,從而使變形抗力相應地減小;同時,厚度大還能增加筒壁傳力區的承載能力。
潤滑的好壞對拉深變形抗力的影響很大。潤滑好,可以降低極限拉深係數。對厚料或拉深力很大時,特別要注意潤滑劑的選用,必要時還必須採用固體潤滑劑或毛坯表面隔離層(磷化及塗漆等)處理。
凹模圓角半徑大些對減小拉深阻力有利,凸模圓角半徑大些對分散局部變形程度有利。但凸、凹模圓角半徑過大,會減少板料與凸模和凹模端面的接觸面積及壓料圈的壓料面積,板料懸空面積增大,容易產生失穩起皺。右下圖所示為凸、凹模圓角半徑對極限拉深係數的影響。
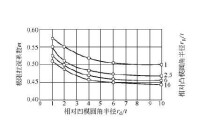
凸、凹模圓角半徑對極限拉深係數的影響
對於直徑小、高度大的圓筒形件,不能一次拉成形,需要多次拉深才能成功,這是因為)一方面多次拉深總是首次時增大筒壁直徑,這也就增大了筒壁傳力區的承載能力,即減小了筒壁截面單位面積的承載應力;另一方面,首次拉深的筒壁直徑增加,也減小了變形區,也就減小了變形抗力,減小了變形阻力所需的筒壁應力。這樣的一增一減,筒壁就不會被拉破了。
基本信息
- 中文名
- 極限拉深係數