共找到11條詞條名為EPC的結果 展開
EPC
消失模鑄造
消失模鑄造(Expendable casting process 簡稱EPC)是泡沫塑料模採用無黏結劑干砂結合,抽真空技術的實型鑄造(簡稱FM)由於這種鑄造方法投資少,成本少,鑄造尺寸精度高和表面光潔,大大降低勞動強度和改進作業環境實現鑄造車間清潔生產。
![EPC[消失模鑄造]](https://i1.twwiki.net/cover/w200/md/e/mde6f7208218ab359326496964c6b6c43.jpg)
EPC[消失模鑄造]
工藝分類
1.1. 用板材加工成形的氣化消失模鑄造
用板材加工成形的氣化模鑄造的主要特點是:
1.模樣不用模具成形,而是採用市售的泡沫板材,用數控加工機床分塊製作,然後粘合而成。
2.通常採用樹脂砂或水玻璃砂作填砂,也有人採用干砂負壓造型。
這種方法主要適用於中、大型鑄件的單件、小批生產,如汽車覆蓋件模具、機床床身的生產等。通常稱這種方法為 Full Mould Casting,簡稱FMC法。
1.2.用模具發泡成形的消失模鑄造
用模具發泡成形的消失模鑄造的主要特點是,模樣在模具中成形和採用負壓干砂造型。它主要使用於中、小型鑄件的大批生產,如汽車和拖拉機鑄件,管接頭,耐磨件的生產。通常稱這種方法為Lost Foam Casting,簡稱LFC法。
1 預發泡
模型生產是消失模鑄造工藝的第一道工序,複雜鑄件如汽缸蓋,需要數塊泡沫模型分別製作,然後再膠合成一個整體模型。每個分塊模型都需要一套模具進行生產,另外在膠合操作中還可能需要一套胎具,用於保持各分塊的準確定位,模型的成型工藝分為兩步,第一步是將聚苯乙烯珠粒預發到適當密度,一般通過蒸汽快速加熱來進行,此階段稱為預發泡。
2 模型成型
經過預發泡的珠粒要先進行穩定化處理,然後再送到成型機的料斗中,通過加料孔進行加料,模具型腔充滿預發的珠粒后,開始通入蒸汽,使珠粒軟化、膨脹,擠滿所有空隙並且粘合成一體,這樣就完成了泡沫模型的製造過程,此階段稱為蒸壓成型。成型后,在模具的水冷腔內通過大流量水流對模型進行冷卻,然後打開模具取出模型,此時模型溫度提高且強度較低,在脫模和儲存期間必須謹慎操作,防止變形及損壞。
3 模型簇組合
模型在使用之前,必須存放適當時間使其熟化穩定,典型的模型存放周期多達30天,而對於用設計獨特的模具所成型的模型僅需存放2個小時,模型熟化穩定后,可對分塊模型進行膠粘結合。分塊模型膠合使用熱熔膠在自動膠合機上進行。膠合面接縫處應密封牢固,以減少產生鑄造缺陷的可能性。
4 模型簇浸塗
為了每箱澆注可生產更多的鑄件,有時將許多模型膠接成簇,把模型簇浸入耐火塗料中,然後在大約30~60℃的空氣循環烘爐中乾燥2~3個小時,乾燥之後,將模型簇放入砂箱,填入干砂振動緊實,必須使所有模型簇內部孔腔和外圍的干砂都得到緊實和支撐。
5 澆注
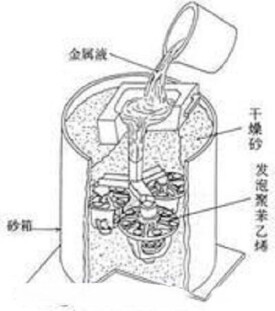
模型簇在砂箱內通過干砂振動充填堅實后,鑄型就可澆注,熔融金屬澆入鑄型后(澆注溫度鑄鋁約在760℃,鑄鐵約在1425℃,模型氣化被金屬所取代形成鑄件。圖1.1所示是消失模工藝的砂箱和澆注示意圖。在消失模鑄造工藝中,澆注速度比傳統空型鑄造更為關鍵。如果澆注過程中斷,砂型就可能塌陷造成廢品。因此為減少每次澆注的差別,最好使用自動澆注機。
6 落砂清理
澆注之後,鑄件在砂箱中凝固和冷卻,然後落砂。鑄件落砂相當簡單,傾翻砂箱鑄件就從鬆散的干砂中掉出。隨後將鑄件進行自動分離、清理、檢查並放到鑄件箱中運走。干砂冷卻后可重新使用,很少使用其他附加工序,金屬廢料可在生產中重熔使用。
1.EPC是一種進無餘量精確成形的工藝。其特點是採用遇金屬即消失的泡沫塑料做模樣,既無分型又無分型芯。模樣無起模斜度,鑄件無飛邊毛刺,還減小了由於型芯塊組合而造成的尺寸誤差。鑄件尺寸精度和表面粗糙度可分別達到IT5—IT7,Ra=6.3~12.5μm,接近熔模精密鑄造水平。由於採用干砂,根除了由於水分,粘結劑和附加物帶來的缺陷,鑄造廢品率顯著下降,鑄件質量顯著提高。該工藝對工人的操作水平要求不高,對鑄造行業很有吸引力。
2.容易實現清潔生產。低溫下聚苯乙烯(EPS)對環境完全無害,澆注時排出的有機物也少;EPS有機物 排放量僅占澆注鐵液質量的0.3%。而自硬砂為0.5%。同時生產有機排放物的時間短,地點集中,易於收集,可以採用負壓抽吸式燃燒凈化處理,燃燒產物凈化后對環境無公海,舊砂回用率在95%以上。與傳統鑄造方法相比。EPC法的雜訊,一氧化碳氣體和硅石粉塵危害明顯減小,工人勞動強度大大降低,勞動環境顯著改善,容易實現機械化,自動化的清潔生產。
3.為主見結構設計提供了充分的自由度。原先要由多個零件加工組裝的構件,採用EPC工藝后可以通過分片制模然後粘合的辦法整體鑄出,而且型芯可以省去,孔、洞可以直接鑄出,這就大大節約了加工裝配的費用,同時也可以減少加工裝備的投資。一般說來,與傳統鑄造工藝相比,EPC技術設備投資可減少30%~50%,鑄件成本可下降10%~30%。
4.金屬液的流動前沿是熱解的消失模產物(氣體和液體)。它會與金屬液發生反應並影響到金屬液的充填。如果金屬充型過程中熱解產物不能順利排除,就容易引起氣孔、皺皮、增碳等缺陷。這就要求工藝師掌握消失模鑄造成形原理,正確設計澆注系統,制定合理的工藝方案。
5.模具的製造成本較高,要求有一定的生產批量。否則很難獲得好的經濟效益。
綜上所述,消失模鑄造符合當今鑄造技術發展的總趨勢,有著廣闊的發展前景。其優越性不容質疑,但是它不是萬能的它有特定的應用範圍。具體的產品對象採用什麼鑄造工藝最合適,必須經過技術上的可行性以及經濟上的合理性的充分論證,切不可盲目從事。
1.1.合金種類
幾乎所有的鑄鐵、鑄鋼和非鐵合金(即有色合金,如鋁合金、鎂合金、銅合金等)都可以採用EPC法生產。在我國2001年生產的68,000t消失模鑄件中,絕大部分是鑄鐵和鑄鋼件,鋁合金鑄件微乎其微,而美、德、日等工業發達國家鋁合金鑄件卻佔主導地位。
由於消失模樣熱解產物會造成增碳、黑渣等缺陷,在鑄造低碳鋼鑄件以及要求緻密度極高的汽車球鐵保安件時,廢品率還比較高,選用時應該特別慎重。
1.2.鑄件大小和壁厚
EPC法一般都在流水線上組織批量生產,鑄件的最大尺寸收模具和砂箱大小的限制,最適合的鑄件質量通常從幾公斤至幾百公斤,如果採用專用砂箱,也可以鑄造成噸的大件。如果單件、小批生產,則可以生產質量為幾噸甚至幾十噸的大件。
鑄件的壁厚受泡沫塑料粒度大小的限制,一般要求最小壁厚的截面上至少有3顆粒度,因此鑄件的最小壁厚應大於3mm。
1.3.生產批量
由於模具的設計、製造周期長,成本高,因此要求鑄件有一定得生產批量,不然分攤到每個鑄件上的費用將使鑄件價格變得昂貴,難為用戶所接受。通常要求EPC法的生產批量為數千件或者更多。批量較小或單個試製件的模樣可以通過板材數控加工的辦法分塊製造粘合而成。
1.4.結構形狀
EPC法對對鑄件結構形狀的適應性比其他方法都強,而且越是結構複雜,原來用砂型鑄造時需要使用的砂芯越多、機加工量越大的鑄件,採用消失模鑄造技術的優越性就越突出,經濟效益也越顯著。譬如,美國Mercury Marie公司曾生產一種新型的三缸兩衝程缸體鑄件,包含缸蓋和排氣循環系統,原先是由13個零件組裝而成,還用了12個密封墊和42個緊固螺釘。重新設計后,變成一個消失模鑄件,有6個模片粘合而成,整體鑄出,大大減少了加工工時和裝配工作量。
EPC法可以大大擴展鑄件形狀結構範圍,給設計師更大的自由度。對於一些結構上有窄槽、夾層通道的鑄件處理措施,不然容易產生夾砂等缺陷。
現階段中國消失模鑄造技術的發展有以下特點:
1.中國的EPC技術首先是由鄉鎮企業、中小型鑄造配件廠帶頭開發的。但到前為止,我國還沒有一家企業可以與北美、歐洲的消失模鑄造十大企業媲美。總體上看。我國的消失模鑄造廠規模小。產量低,經濟效益尚未充分顯現出來。主機製造廠(特別是汽車製造)採用這一新技術的廠家還太少。
2.目前我國生產的EPC產品僅停留在中等難度以下的鑄件,如磨球,爐蓖條,熱處理框架等耐熱、耐磨件,球鐵管件,灰鑄鐵箱體件等,難度大的複雜鑄件(如汽車缸體、缸蓋)還不能批量生產出來。鑄鋼件、球鐵件受碳缺陷和黑渣、氣孔的困擾,廢品率還比較高。EPC技術上還不夠成熟,有許多技術難關有待攻克。
3.在每年68,000t消失模鑄件總產量中,鋁合金鑄件產量不到2%(美國的鋁合金鑄件產量將近50%),與鑄件“輕量化”的發展趨勢有較大差距。
4.某些規模較大的生產線,由於前期工藝論證不夠,技術難關還沒有攻破而遲遲不能投產,使巨額投資得不到即時回報;一些規模小的生產線,由於市場波動,產品對象不穩定,經濟效益時好時壞。
從總體(總產量、經濟、效益)上看,我國消失模鑄造技術還處於初級發展階段(相當與AFS分析的“技術革命期”),與美國的水平有10~15年的差距,要達到世界先進水平,還要艱苦努力。
1.產品必須對路,項目的前期工藝論證必不可少。
2.腳踏實地地攻克消失模鑄造技術的每一道難關。
3.圍繞“白區”薄弱環節,加大研究開發力度。(“白區”是一個多科學交叉領域,涉及模具的CAD/CAM,高分子發泡材料和成形發泡工藝以及相關的預發、成形、粘合設備等多個方面)。
4.實現鑄件的“輕量化”、精確化。大力發展鋁合金消失模鑄造。
5.實現消失模鑄造的清潔發展。
6.協同作戰,發揮產學研結合的總體優勢。
從新技術成長的規律看,我國的消失模鑄造技術還處於技術革新期,還需要有一個艱苦的技術積累過程,需要付出艱辛的勞動,針對一個一個具體產品對象攻克難關,不可能坐享其成或操之過急。
EPC(Event-Process Chain,事件-過程鏈)模型化方法 是唯一完全支持顧客的過程建模方法,它是由Keller等人提出基於有向圖模型的建模方法,其描述形式類同程序設計語言的語義機構,是集成信息系統結構(ARIS)的建模工具。ARIS方法是現代企業建模方法之一,是由德國Saarland大學的Scheer教授提出的一種面向過程的集成化信息系統框架。它定義了功能試圖,並用獨特的控制視圖來維護功能、組織和數據3個視圖間的關係,控制視圖是其區別於其它結構的重要特徵。EPC是ARIS中用來描述控制視圖的方法之一,它兼顧了模型表達能力強和模型易讀性兩個方面的優點,被廣泛應用於業務過程建模、工作流定義與控制和基於活動的成本分析等領域,以及與未受過專業建模訓練的普通用戶討論經營過程的場合。
1.業務事件,當過程的狀態發生改變時即產生業務事件,通常是對完成某一功能而做的相應;
2.功能,通常是一個活動或一項任務,有組織單元中負責此功能的人來完成,當然在工作流系統中也可能通過激活應用來自動完成;
3.控制流,連接功能與事件的有向弧,用以表示過程的控制邏輯;
4.邏輯操作符,用來實現控制流的分支與匯合,主要包括與、或、異或3類簡單的邏輯操作;
5.信息對象,完成功能時及所需的數據信息,他們既可以作為功能的輸入,也可以是功能輸出地結果。類似於工作流管理聯盟所定義的工作流相關數據;
6.組織單元,負責執行功能單元的組織。
基本信息
- 中文名
- 消失模鑄造
- 別名
- 實型鑄造
- 性質
- 新型鑄造方法
- 簡稱
- EPC
- 原材料
- 石蠟或泡沫模型
- 類型
- 單機或簡易型等