拉深
拉深
用平面板坯製作杯形件的衝壓成形工藝,又稱拉延。通過拉深可以製成圓筒形、球形、錐形、盒形、階梯形、帶凸緣的和其他複雜形狀的空心件。採用拉深與翻邊、脹形、擴口、縮口等多種工藝組合,可以製成形狀更複雜的衝壓件。汽車車身、油箱、盆、杯和鍋爐封頭等都是拉深件。拉深設備主要是機械壓力機。圖1為拉深的原理。在圓筒形工件的拉深過程中,板坯由初始直徑D0縮小為衝壓件的圓筒直徑d。表示拉深變形的大小,稱為拉深變形程度。
目錄
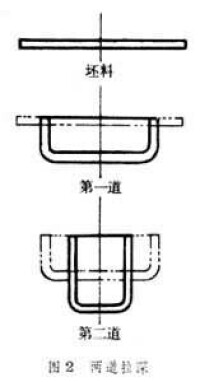
變形程度很大時,拉深所需變形力可能大於已成形零件側壁的強度,而把工件拉斷。為了提高拉深變形程度以制出滿意的工件,常常把變形程度較大的拉深分為兩道或多道成形,逐步縮小直徑、增加高度(圖2)。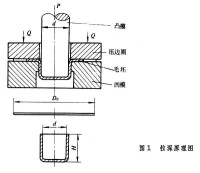
 拉深時,平板坯料受凸模向圓筒側壁傳遞的拉力,由四周向中心移動,直徑逐漸縮小,這部分金屬互相受壓。當板坯的厚度小、拉深變形程度大時,在壓應力作用下,圓筒工件的平面法蘭部分會出現失穩起皺現象。為了防止起皺現象和保證拉深件質量,在拉深模中常設有壓邊裝置(壓邊圈)。簡單的壓邊圈是靠彈簧或壓縮空氣壓住坯料周邊的。大型件拉深時,常採用雙動壓力機,利用外滑塊的作用壓邊。當毛坯的厚度較大、零件的尺寸較小時,不用壓邊裝置也可以進行拉深。壓邊圈的作用力在保證板坯不起皺前提下,應選取盡量小的數值。
拉深時,平板坯料受凸模向圓筒側壁傳遞的拉力,由四周向中心移動,直徑逐漸縮小,這部分金屬互相受壓。當板坯的厚度小、拉深變形程度大時,在壓應力作用下,圓筒工件的平面法蘭部分會出現失穩起皺現象。為了防止起皺現象和保證拉深件質量,在拉深模中常設有壓邊裝置(壓邊圈)。簡單的壓邊圈是靠彈簧或壓縮空氣壓住坯料周邊的。大型件拉深時,常採用雙動壓力機,利用外滑塊的作用壓邊。當毛坯的厚度較大、零件的尺寸較小時,不用壓邊裝置也可以進行拉深。壓邊圈的作用力在保證板坯不起皺前提下,應選取盡量小的數值。
拉深
拉深
拉深件各部位的厚度因受力不同有所不同。一般是底部中心厚度不變。底部周邊和側壁下部受拉力作用,厚度稍減少。側壁上部和平面法蘭部分受壓力作用,厚度稍增加。若拉深模與壓邊圈之間的間隙稍大於坯料的厚度,則製成的拉深件的壁厚基本上等於初始的板料厚度。如果拉深模與壓邊圈之間的間隙小於坯料的厚度,拉深件的側壁就會受模具間隙的作用而變薄,這種方式稱為變薄拉深。用變薄拉深法可以製成底厚、壁薄、高度大的零件,如深筒食品罐等。
拉深時板坯的法蘭部位變形抗力最大。為減少這個部位的抗力、加大變形程度和提高變形效率,在生產中可採用差溫拉深法。差溫拉深的原理是:在坯料變形區,即板坯法蘭部位加熱,降低拉深變形抗力;在傳力區,即筒壁下部和底部保持常溫,以保持抗拉強度,防止拉斷。用這種方法可以減少拉深次數,但需要耐高溫的模具,在鋼板拉深中應用尚少。此外,還可用橡膠、液體或氣體代替剛體的凸模或凹模對金屬進行拉深成形,即軟模拉深,其特點是可以提高拉深變形程度和節省模具費用。

基本信息
- 解釋
- 製作杯形件的衝壓成形工藝
- 形狀
- 圓筒形﹑球形﹑錐形
- 中文名
- 拉深
- 別名
- 拉延