步進電機控制器
步進電機控制器
步進電機控制器是一種能夠發出均勻脈衝信號的電子產品,它發出的信號進入步進電機驅動器徠后,會由驅動器轉換成步進電機所需要的強電流信號,帶動步進電機運轉。步進電機控制器能夠準確的控制步進電機轉過每一個角度。
驅動器所接收的是脈衝信號,每收到一個脈衝,驅動器會給電機一個脈衝使電機轉過一個固定的角度,就因為這個特點,步進電機才會被廣泛的應用到現在的各個行業里。
1、步進電機驅動電路
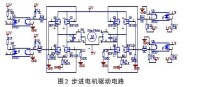
在H橋電路的基礎上設計步進電機驅動電路。採用分立元件MOS管搭建雙H橋驅動電路是成熟的電機控制方案,電路不複雜,性能可靠,根據MOS管的不同工作電流的上限甚至可以高達數十安培,是理想的步進電機驅動器方案。MOS管H橋驅動電路有NMOS構型和PMOS+NMOS構型,全NMOS管H橋導通電阻更小,但上橋臂的NMOS管的導通電壓高於電源電壓,需要額外的升壓電路,這樣增加了電路的複雜程度和成本,我們採用PMOS+NMOS構型方式搭建雙H橋步進電機驅動電路,電路更簡潔,成本更低;且在這樣的小電流工作場合,PMOS所增加的導通損耗可以忽略不計。驅動電路與MCU之間進行光電隔離,選用廣泛使用的低成本光耦PC817。加入雙輸入四通道與門(74HC08D),為驅動電路添加使能的功能,即只有在使能的前提下,四路控制信號才是有效的,使步進電機運行更安全穩定MOS管選用IRF5305和IRF1205,其參數為55V、110A,TO252貼片封裝。步進電機驅動電路原理圖如圖所示。
步進電機控制器
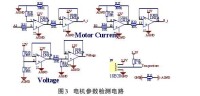
為了實時監測步進電機的運行狀態是否正常,為驅動器設計了電機參數測量功能、通過實時監測電機的工作電壓、工作相電流和機殼溫度來實時獲取電機的運行參數,保證電機運行安全穩定。
電機電流採樣電阻選用康銅電阻,一端連接H橋下方,另一端接GND,其工作溫度範圍寬,溫度係數僅為-40~40*10-6/℃,是高精度電流採樣電阻的理想選擇。電壓電流信號調理電路採用LM324運放搭建,電壓跟隨後送入MCU,由MCU內置10Bit A/D轉換器進行A/D採樣。機殼溫度監測選用數字溫晶元DS18B20,將其貼至電機外殼表面,實時監測溫度參數並送入MCU。電機參數檢測電路原理圖如圖所示。在進行電路設計時,使用0歐姆電阻將模擬地(AGND)和數字地(GND)單點連接,以降低相互干擾,提高電路性能。
步進電機控制器
系統中,驅動電路用輸入電壓供電,MCU和藍牙模塊需要額外的3.3V電壓供電,傳統的線性穩壓器效率低、尺寸大且發熱嚴重,因此使用DC—DC開關電源方式提供3.3V電壓。開關穩壓晶元選用MPS公司MP2359方案,其效率可高至92%、工作頻率高達1.4MHZ,極高的工作頻率決定其只需要小容量的輸入電容、輸出電容和功率電感即可正常工作。藍牙選用HC- 05模塊,串口自動發送。主控晶元為PIC24FJ64GA004,電源及主控晶元外圍電路如圖。

步進電機控制器
1、設置步進驅動器的細分數,通常細分數越高,控制解析度越高。但細分數太高則影響到最大進給速度。一般來說,對於模具機用戶可考慮脈衝當量為0.001mm/P(此時最大進給速度為9600mm/min)或者0.0005mm/P(此時最大進給速度為4800mm/min);對於精度要求不高的用戶,脈衝當量可設置的大一些,如0.002mm/P(此時最大進給速度為19200mm/min)或0.005mm/P(此時最大進給速度為48000mm/min)。對於兩相步進電機,脈衝當量計算方法如下:脈衝當量=絲杠螺距÷細分數÷200。
2、起跳速度:該參數對應步進電機的起跳頻率。所謂起跳頻率是步進電機不經過加速,能夠直接啟動工作的最高頻率。合理地選取該參數能夠提高加工效率,並且能避開步進電機運動特性不好的低速段;但是如果該參數選取大了,就會造成悶車,所以一定要留有餘量。在電機的出廠參數中,一般包含起跳頻率參數。但是在機床裝配好后,該值可能發生變化,一般要下降,特別是在做帶負載運動時。所以,該設定參數最好是在參考電機出廠參數后,再實際測量決定。
3、單軸加速度:用以描述單個進給軸的加減速能力,單位是毫米/秒平方。這個指標由機床的物理特性決定,如運動部分的質量、進給電機的扭矩、阻力、切削負載等。這個值越大,在運動過程中花在加減速過程中的時間越小,效率越高。通常,對於步進電機,該值在100 ~ 500之間,對於伺服電機系統,可以設置在400 ~ 1200之間。在設置過程中,開始設置小一點,運行一段時間,重複做各種典型運動。
4、彎道加速度:用以描述多個進給軸聯動時的加減速能力,單位是毫米/秒平方。它決定了機床在做圓弧運動時的最高速度。這個值越大,機床在做圓弧運動時的最大允許速度越大。通常,對於步進電機系統組成的機床,該值在400~1000之間,對於伺服電機系統,可以設置在1000 ~ 5000之間。如果是重型機床,該值要小一些。在設置過程中,開始設置小一點,運行一段時間,重複做各種典型聯動運動,注意觀察,如果沒有異常情況,然後逐步增加。如果發現異常情況,則降低該值,並留50%~100%的保險余量。
通常考慮到步進電機的驅動能力、機械裝配的摩擦、機械部件的承受能力,可以在廠商參數中修改各個軸的最大速度,對機床用戶實際使用時的三個軸最大速度予以限制,。
5、根據三個軸零點感測器的安裝位置,設置廠商參數中的回機械原點參數。當設置正確后,可運行“操作”菜單中的“回機械原點”。先單軸回,如果運動方向正確則繼續回,否則需停止,重新設置設置廠商參數中的回機械原點方向,直至所有軸都可回機械原點。
6、設置自動加油參數(設置得小一些,如5秒加一次油),觀察自動加油是否正確,如果正確,則將自動加油參數設置到實際需要的參數。
7.校驗電子齒輪和脈衝當量的設定值是否匹配。可以在機床的任意一根軸上做個標記,在軟體中把該點坐標設為工作零點,用直接輸入指令、點動或手輪等工作方式使該軸走固定距離,用遊標卡尺測量實際距離與軟體中坐標顯示距離是否相附。
8、測定有無丟脈衝。您可以用直觀的方法:用一把尖刀在工件毛坯上點一個點,把該點設為工作原點,抬高Z軸,然後把Z軸坐標設為0;反覆使機床運動,比如空刀跑一個典型的加工程序(最好包含三軸聯動),可在加工中暫停或停止,然後回工件原點,緩慢下降Z軸,看刀尖與毛坯上的點是否吻合。如有偏差,請檢查步進驅動器接收脈衝信號的類型,檢查端子板與驅動器間接線是否有誤。如果還出現悶車或丟步,按10、11、12步調整加速度等參數。
基本信息
- 中文名
- 步進電機控制器
- 外文名
- Stepper Motor Controllers