脹接
脹接
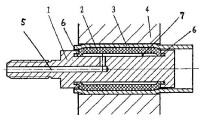
脹接指根據金屬具有塑性變形這一特點,用脹管器將管子脹牢固定在管板上的連接方法。多用於管束與鍋筒的連接。利用管端與管板孔溝槽間的變形來達到緊固和密封的連接方法。用外力使管子端部發生塑性變形,將管子與管板連接在一起,又叫脹管。
脹接
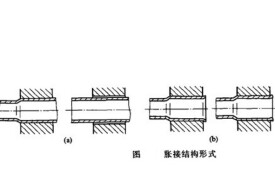
脹接的結構形式一般有:光孔脹接、翻邊脹接、開槽脹接和脹接加端面焊等,如圖1所示。脹管時脹管區的清潔是關鍵,否則會嚴重影響強度和密封。
1、光孔脹接,一般用於工作壓力小於0.6MPa、溫度低於300℃、脹接長度小於20mm的場合。
2、翻邊脹接,即管子脹緊后,將管端扳成喇叭形或翻打成半圓形,以提高接頭的連接強度。
3、開槽脹接,是在管板孔內開環形槽,使管子脹接時能鑲嵌到槽中,以提高抗拉脫力,一般用於溫度低於300℃、工作壓力小於3.9MPa的場合。
4、脹接加端面焊有先脹后焊和先焊后脹兩種。先脹后焊又稱強度脹+密封焊,影響焊縫質量,用於壓力較高、管板較厚的場合。先焊后脹又稱強度焊十貼脹,焊縫質量不受脹接影響,且管子與管板的同軸度較好,脹接精度高,用於壓力較低、鋼板較薄的場合。
基本信息
- 中文名
- 脹接
- 外文名
- Expansion joint
- 別名
- 脹管
- 性質
- 管子脹牢固定在管板上的連接方法
- 工作過程
- 將脹管器插入管子頭等