對接焊縫
對接焊縫
對接焊縫是指在焊件的坡口面間或一焊件的坡口面與另一焊件端(表)面間焊接的焊縫,因焊件的邊緣常加工成各種形狀的坡口,故對接焊縫又稱坡口焊縫。對接焊縫常用於板件和型鋼的拼接,為消除焊口缺陷,施焊時可在焊縫的兩端加設引弧板或引出板,將起弧點和落弧點移到引弧板或引出板上。當焊接不同寬度和厚度的焊件時,應將焊件的一側或兩側加工成坡度為1:2.5的坡,以使焊件過渡平緩。
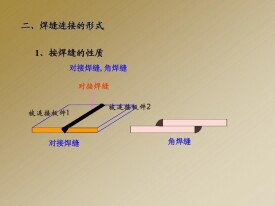
焊縫是指利用焊接熱源的高溫,將焊條和接縫處的金屬熔化連接而成的縫。焊縫金屬冷卻后,即將兩個焊件連接成整體。根據焊縫金屬的形狀和焊件相互位置的不同,分對接焊縫、角焊縫、塞焊縫和電鉚焊等。角焊縫常用於搭接連接;塞焊縫和電鉚焊應用較少,僅為了減小焊件搭接長度才考慮採用;對接焊縫常用於板件和型鋼的拼接,為便於施焊和保證焊縫質量,常將焊件的邊緣加工成各種形狀的坡口,故對接焊縫又稱坡口焊縫。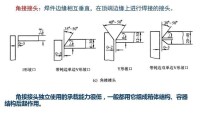
對接焊縫
對接焊縫按焊縫是否被焊透,分為焊透的對接焊縫和未焊透的對接焊縫兩種。一般採用焊透的對接焊縫。
採用對接焊縫連接時,焊縫金屬將成為焊件截面的組成部分。為便於施 焊和保證焊縫質量,在焊件較厚時,常將焊件的邊緣加工成各種形狀的坡口。坡口各部分的尺寸標註如右圖所示。其中,為坡口角度;鈍邊長度為,可起到托住焊液的作用;間隙寬度為,與坡口一起為焊條提供施焊空間。
對接焊縫的起弧點和落弧點常因不易焊透而出現凹陷的焊口,焊口處易產生內裂紋和應力集中現象。為消除焊口缺陷,施焊時可在焊縫的兩端加設引弧板或引出板,將起弧點和落弧點移到引弧 板或引出板上,焊后將引弧板或引出板割除即可。
當焊接不同寬度和厚度的 焊件時,應將焊件的一側或兩側加工成坡度為1:2.5的坡,以使焊件過渡平緩。當焊件厚度差不大,如厚度差不大於4mm時,亦可不做斜坡而直接焊接。對直接承受動力荷載且需要進行疲勞驗算的結構,斜坡坡度不應大於1:4。
為了便於施工,保證施工質量,保證對接焊縫充滿母材縫隙,根據鋼板厚度採取不同的坡口形式。
當焊件厚度在10mm以下時,可採用直邊焊縫坡口;當焊件厚度為10~20mm時,可採用單邊V形或V形坡口;當焊件厚度較厚時可採用K形或X形坡口。當坡口間隙過大時,可加設墊板,墊板在施焊后除去,也可留在焊件上。
當間隙過大(3~6mm)時,可在V形縫及單邊V形縫、形縫下面設一塊墊板(引弧板),防止熔化的金屬流淌,並使根部焊透。為保證焊接質量,防止焊縫兩端凹槽,減少應力集中對動荷載的影響,焊縫成型后,若不影響其使用,兩端可留在焊件上,否則焊接完成後應切去。
因為對接焊縫的截面和焊件的截面相同,焊縫中的應力分佈情況與焊件基本相同。所以可按計算焊件的方法計算對接焊縫。對焊透的一、二級焊縫,因為其強度與焊件鋼材的強度相同,所以不必另行計算。只有三級焊縫才需進行強度驗算。
基本信息
- 中文名
- 對接焊縫
- 外文名
- butt-jointed seam
- 別名
- 坡口焊縫
- 分類
- 焊透和未焊透的對接焊縫
- 應用
- 板件和型鋼的拼接
- 坡口形式
- I形、V形、U形、X形坡口等