輪廓儀
能描繪工件表面波度的儀器
輪廓儀,能描繪工件表面波度與粗糙度,並給出其數值的儀器,採用精密氣浮導軌為直線基準。輪廓測試儀是對物體的輪廓、二維尺寸、二維位移進行測試與檢驗的儀器,作為精密測量儀器在汽車製造和鐵路行業的應用十分廣泛。
輪廓儀可測量各種精密機械零件的素線輪廓形狀參數,角度處理(坐標角度,與Y坐標的夾角,兩直線夾角)、圓處理(圓弧半徑,圓心到圓心距離,圓心到直線的距離,交點到圓心的距離,直線到切點的距離)、點線處理(兩直線交點,交點到直線距離,交點與交點距離,交點到圓心的距離)、直線度、凸度、對數曲線、槽深、槽寬、溝曲率半徑、溝邊距、溝心距、輪廓度、水平距離等形狀參數。
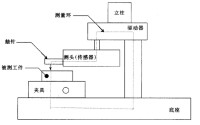
輪廓儀測量示意圖
輪廓儀是一種兩坐標測量儀器,儀器感測器相對被測工件表而作勻速滑行,感測器的觸針感受到被測表而的幾何變化,在X和Z方向分別採樣,並轉換成電信號,該電信號經放大和處理,再轉換成數字信號儲存在計算機系統的存儲器中,計算機對原始表而輪廓進行數字濾波,分離掉表而粗糙度成分后再進行計算,測量結果為計算出的符介某種曲線的實際值及其離基準點的坐標,或放大的實際輪廓曲線,測量結果通過顯示器輸出,也可由印表機輸出。輪廓儀是通過儀器的觸針與被測表面的滑移進行測量的,是接觸測量。其主要優點是可以直接測量某些難以測量到的零件表面,如孔、槽等的表面粗糙度,又能直接按某種評定標準讀數或是描繪出表面輪廓曲線的形狀,且測量速度快、結果可靠、操作方便。但是被測表面容易被觸針划傷,為此應在保證可靠接觸的前提下盡量減少測量壓力。精度保證由液壓或者氣浮導軌等高精密裝置完成電動輪廓儀按感測器的工作原理分為電感式、感應式以及壓電式多種。儀器由感測器、驅動箱、電器箱等三個基本部件組成。
輪廓儀原理
1、高精度、高穩定性、高重複性:完全滿足被測件測量精度要求。
1) 選用國際領先的高精度光柵測量系統和高精度電感測量系統,測量精度高;
2) 自主研發高精度研磨導軌系統,導軌材料耐磨性好、保證系統穩定可靠工作;
3) 高性能直線電機驅動系統,保證測量穩定性高、重複性好;
2、智能化管理與檢測軟體系統:
儀器操作界面友好,操作者很容易即可基本掌握儀器操作,使用十分簡便。
1) 10多年積累的實用檢定軟體設計經驗,向客戶提供簡潔、實用、快速的操作體驗;
2) 功能強大、自動處理數據、列印各種格式的檢定報告,自動顯示、列印、保存、查詢測量記錄;
3) 測量範圍廣,可滿足絕大多數類型的工件粗糙度輪廓測量;
4) 可自動和手動選取被測段進行評定,可依據客戶要求進行軟體功能的定製;
5) 純中文操作軟體系統,更好的為國內用戶服務;
6) 列印格式正規、美觀。檢定數據可存檔,或集中列印,不佔用檢定操作時間;
7) 本儀器採用計算機大容量資料庫儲存,可自動記錄保存所有檢定結果。
3、可進行多參數測量
粗糙度自動評價,包括Ra,Rz,Rp,Rt等。
4、測量力系統:
採用音圈電機測力系統,測力可實現從10~150mN連續可調,測力分辨力可達0.2mN;避免了老式砝碼載入因周圍環境振動帶來的測力誤差,降低了測力變化引起的測量誤差。
5、智能保護系統:
一旦出現主機與被測工件或夾具相撞、或測針在掃描過程中出現拉力過大,儀器會停止掃描保護測量系統和測針。
6、靈活手動控制:
儀器配置了操作桿,可在測量工件前對測針進行粗定位;在脫離電腦的情況下,讓測針左右、上下快速移動。
感測器的觸針由金剛石製成,針尖圓弧半徑為2微米,在觸針的後端鑲有導塊,形成一條相對於工件表面宏觀起伏的測量的基準,使觸針的位移僅相對於感測器殼體上下運動,所以導塊能起到消除宏觀幾何形狀誤差和減小紋波度對錶面粗糙度測量結果的影響。感測器以鉸鏈形式和驅動箱連接,能自由下落,從而保證導塊始終與被測表面接觸。TalySurf6採用的是電感式感測器,其工作原理簡述如下。感測器的一端裝有觸針,其尖端表面與被測表面接觸,當感測器以勻速水平移動時,被測表面的峰谷使探針產生上下位移,使敏感元件的電感發生變化,從而引起交流載波波形發生變化。
輪廓儀廣泛應用於機械加工、汽車、摩托車、精密五金、精密工具、刀具、模具、光學元件等行業。適用於科研院所、大專院校、計量機構和企業計量室。
在軸承行業,可測內外套圈的密封槽形狀(角度、倒角R、槽深、槽寬等);各種滾子軸承的滾子和套圈母線的凸度、角度、對數曲線; 電機軸、圓柱銷、活塞銷、滾針軸承、圓柱滾子軸承、直線軸承的滾動體和套圈的直線度;球軸承溝道的溝曲率半徑及溝邊距;雙溝軸承的溝心距;四點接觸軸承(桃形溝)的溝心距和溝曲率半徑等。相比傳統一維點激光測量,新型的激光輪廓儀可以快速測量整個剖面,而不是幾個有限的測量點,能更全面、精確的反映車輪、軌道表面輪廓情況,尤其適合精度及速度要求都很高的在線測量系統。採用新技術的系統已經逐漸成為國內外在線輪廓測量的主流趨勢。
1.測量結束,退出系統,關閉電腦,切斷電源;
2.測量完畢後用棉花拈航空汽油清洗工作台及夾具,並塗油防鏽;
3.儀器配件要注意防鏽;
4.要定期(具體周期視環境定)清潔導軌,以保證導軌的精度。
本系列儀器廣泛應用於機械加工、電機、汽配、摩配、精密五金、精密工具、刀具、模具、光學元件等行業。適用於科研院所、大專院校、計量機構和企業計量室、車間。可測軸承、滾針、滾子、電機軸、曲軸、圓柱銷、活塞銷、活塞、氣門、閥門、齒輪、油泵油嘴、液壓件、氣動件、紡機配件等。
導軌直線性系統精度:<0.2μm / 60 mm
測量長度:<100mm
Y 量 程:4mm
電感感測器:1 / 4096
光 柵 尺:X向解析度1μm,全長誤差±1.5μm
可測零件直徑:內圈 <300 mm,外圈可較大
氣源壓力:ㄒ0.45Mpa
環境要求:溫度:10~30℃;相對濕度:<85%
功率需求:約400W;交流220V±10%,50Hz
1. X軸:
1) 測量範圍:0~200mm;
2) 示值誤差:±(0.8+2L/100)μm,其中L為水平測量長度,單位:mm;
3) 解析度:0.01μm;
4) 直線度:2μm/200mm
5) 測量速度:0.05~5mm/s;
6) 移動速度:0~10mm/s;
2. 感測器Z1軸:
1) 測量範圍:±25mm;
2) 示值誤差:±(1.6+|2H|/100)μm,其中H為垂直測量高度,單位:mm;
3) 解析度:0.01μm;
3. Z軸:
1) 測量範圍:0~450mm;
2) 移動速度:0~10mm/s;
4. 測量力:10~150mN;
5. 爬坡能力:上坡77º,下坡83º;
6. 儀器尺寸(長×寬×高):花崗岩平板800×450×100mm ;整機:850×500×1100mm;
7. 儀器總重量:約150㎏;
8. 使用環境:無強磁場,無振動,無腐蝕氣體
工作溫度:20℃ ±2℃
相對濕度:40-70%RH
9. 電源:AC 220,50HZ
10. 功率:350w
11. 感測器系統:進口高精度光柵測量系統
12. 分辨力:0.01µm
13. 直線導軌:高精度研磨導軌
14. 驅動裝置:直線電機、伺服電機控制
15. 測量力系統:計算機自動控制
16. 計算機:24"計算機
激光輪廓儀使用激光掃描技術,具有高頻率、高精度,可以對物體的輪廓、二維尺寸、二維位移進行精確和快速測量與檢驗的儀器,並且環境適應性強,作為精密測量儀器在鐵路行業應用十分廣泛。
測量車輪外形:無接觸測量車輪外形,可以快捷準確地無直接接觸測量車輪組參數。一個激光位移感測器ZLDS100沿著車輪外形作線性運動並記錄表面數據,計算機通過記錄掃描運行距離和激光距離數值得出車輪表面外形數據,以及特徵變化參數,例如車輪輪緣厚度、高度、寬度,方位及車輪規格尺寸。並且,此系統同時應用於電車軌道和地鐵軌道測量,向前向後運動並直接集成於同一車輪裝備。另外,還作為一款車間移動激光--車輪外形測量系統。
鋼軌平整度測量:大型鋼軌製造企業應用:採用無接觸測量系統,在線激光測量鋼軌表面不平整,並將最大和最小值數據採集在軟體中,並與摸似手工測量長期比較,結果表明兩種測量方法結果最大偏差僅為0.05毫米。不平整軌道需要重新打磨,打磨要求去除鋼軌上凸硬部分還要降低成本。

基本信息
- 中文名
- 輪廓儀
- 外文名
- contourgraph
- 分類
- 電動輪廓儀,激光輪廓儀
- 類目
- 精密儀器