焊接平台
用來進行工件焊接工藝的設備
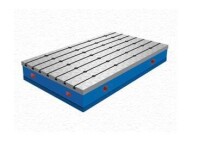
焊接平板(焊接平台)規格:100*100—4000*10000,(特殊規格根據需方圖紙製作)。精度:按國家標準計量檢定規程執行,分別為0、1、2、3四個等級。用途:用來進行工件的焊接工藝,和鉚焊平板不同,上面沒有孔,工作面為平面或T型槽。材質:高強度鑄鐵HT200-300工作面硬度為HB170-240,經過人工退火600度-700度和自然時效2-3年使用該產品的精度穩定,耐磨性能好。
焊接平板(焊接平台)

焊接平台
焊接平板焊接平台鑄鐵焊接平板鑄鐵焊接平台 平面焊接平板T型槽焊接平板焊接基礎平板 焊接基礎平台。
還有一種新型焊接平台三維柔性焊接平台,工作台主面和側面均有工作面,五個工作面上分別安裝定位件,也可以分別向五個方向延伸組成更大的基準檯面。
焊接平板材質:高強度鑄鐵HT200-300工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使用該產品 的精度穩定,耐磨性能好。
焊接平板精度:按國家標準計量檢定規程執行,分別為1、2、3三個等級。
其他量具品:鑄鐵平板、基礎平板、劃線平板、檢驗平板、鉚焊平板、鑄鐵平板、火工平板、鉗工平板、研磨平板、刮痧平板、壓沙平板、試驗平板、機床工作台(如:落地鏜床工作台)、三座標平板、模具墊板、拼裝平板(也叫裝配平板)。或:鑄鐵平台、基礎平台、劃線平台、檢驗平台、鉚焊平台、鑄鐵平台、火工平台、鉗工平台、研磨平台、刮痧平台、壓沙平台、試驗工作台(如:振動試驗工作台簡稱振動試驗台)、機床工作台(如:落地鏜床工作台)、三座標平台、模具工作台、拼裝平台(也叫裝配平台)。
焊接平台在生產過程中,會出現重量的偏差。往往焊接平台的設計考慮到鑄造誤差和機械加工的誤差,鑄鐵平台的重量誤差一般不得超過10%,超過10%時,要對焊接平台的質量做進一步的鑒定才可以確定此鑄鐵平台是否可以投入使用。
焊接平板規格:(特殊規格根據需方圖紙製作。)
| 規格(長×寬) | 精度等級 | |||
| 0級 | 1級 | 2級 | 3級 | |
| 平面度公差 | ||||
| 200×200 | 5 | 10 | 20.5 | |
| 200×300 | 5.5 | 11 | 22 | |
| 300×300 | 5.5 | 11 | 22 | |
| 300×400 | 6 | 12 | 24 | |
| 400×400 | 6.5 | 12.5 | 25 | |
| 400×500 | 6.5 | 13 | 26 | 66 |
| 400×600 | 7 | 14 | 27.5 | 70 |
| 500×500 | 6.8 | 14 | 28 | 68 |
| 500×600 | 7 | 14.2 | 28.5 | 71 |
| 500×800 | 8 | 15.5 | 31 | 78 |
| 600×800 | 8 | 16 | 32 | 80 |
| 600×900 | 8.3 | 16.5 | 33 | 83 |
| 1000×750 | 9 | 18 | 36 | 90 |
| 1000×1000 | 20 | 40 | 97 | |
| 1000×1200 | 20.5 | 41 | 103 | |
| 1000×1500 | 22 | 45 | 112 | |
| 1000×2000 | 26 | 52 | 130 | |
| 1500×2000 | 28 | 56 | 140 | |
| 1500×3000 | 70 | 174 | ||
| 2000×3000 | 74 | 184 | ||
| 2000×4000 | 88 | 219 | ||

焊接平台
焊接平台-焊接平板

基本信息
- 中文名
- 焊接平台
- 焊接平台
- 平面焊接平板T型
- 常識
- 會出現重量的偏差
- 焊接平板
- 特殊規格根據需方圖紙製作