拉絲模
拉絲模
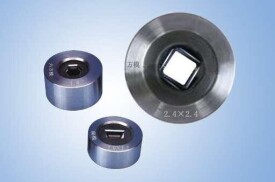
通常指各種拉制金屬線的模具,還有拉光纖的拉絲模。所有拉絲模的中心都有個一定形狀的孔,圓、方、八角或其它特殊形狀。金屬被拉著穿過模孔時尺寸變小,甚至形狀都發生變化。拉軟金屬(如金銀)時鋼模就夠用,鋼模上可以有多個不同孔徑的孔。
拉絲模用途廣泛,如電子器件、雷達、電視、儀錶及航天等所用的高精度絲材以及常用的鎢絲、鉬絲、不鏽鋼絲、電線電纜絲和各種合金絲都是用金剛石拉絲模拉制出來的,金剛石拉絲模由於採用天然金剛石作原料,從而具有強的耐磨性,使用壽命極高。
1、拉軟金屬(如金銀)時鋼模就夠用,鋼模上可以有多個不同孔徑的孔。
2、硬質合金模——拉制鋼絲(鋼線)一般採用硬質合金模具(Tungsten carbide nib),這種模具的典型結構為一個圓柱形(或略帶錐度)的硬質合金模芯緊密地鑲嵌在一個圓形鋼套(case)中,模芯內孔中有喇叭口(Bell radius)、入口錐(Entrance angel)、變形(工作)錐(approach angle)、定徑帶(bearing)及出口角(back relief)。
3、鋼絲模——拉有色金屬線,如銅、鋁,也較多採用和鋼絲模類似的拉絲模,內孔形狀有些差異。
4、聚晶模——拉細線可用到聚晶模(人造鑽石),還有用到天然鑽石的拉絲模。
拉絲模具的失效按照發生時間的早晚,大致可分為兩類:正常失效和早期失效。
正常失效:拉絲模具經過大量的生產使用,因摩擦而自然磨損或緩慢地產生塑性變形及疲勞裂紋,達到正常使用壽命之後失效是屬於正常的現象,為正常失效。
早期失效:模具未達到設計使用規定的期限,既產生崩刃、碎裂、折斷等早期破壞;或因嚴重的局部磨損和塑性變形而無法繼續服役,為早期失效。對於早期失效的模具,必須查找其產生的原因,努力採取補救的措施。
經歷了幾十年的發展,已出現了很多新型拉絲模材質。按照材料種類,可將拉絲模分為合金鋼模、硬質合金模、天然金剛石模、聚晶金剛石模、CVD金剛石模和陶瓷模等多種。新型材料的開發極大的豐富了拉絲模的應用範圍並提高了拉絲模的使用壽命。各種拉絲模材質的優缺點對比見表2。
表2 幾種拉絲模材料的優缺點對比
| 拉拔模材質 | 優點 | 缺點 | 應用範圍 |
| 合金鋼模 | 製作簡便 | 耐磨性差、壽命短 | 基本淘汰 |
| 天然金剛石 | 度高、耐磨性能好 | 脆性大加工難 | 直徑1.2mm以下的線模 |
| 硬質合金 | 拋光性好、能量消耗低 | 耐磨性差、加工困難 | 各種直徑線材 |
| 聚晶人造金剛石 | 硬度高、耐磨性好 | 加工困難、成本高 | 小型線材、絲材 |
| CVD塗層材料 | 光潔度高、耐溫性好 | 工藝複雜、加工困難 | 小型線材、絲材 |
| 陶瓷材料 | 耐磨、耐高溫、耐腐蝕性好 | 熱衝擊、韌性差、加工難 | 沒有大範圍應用 |
隨著改革、開放的深入進行,國內相繼引進了工業發達國家製造的拉絲模及相應的模孔檢測儀器。通過對國外拉絲模孔型的剖析,使我們了解到現代拉絲模孔型的設計思想,為提高中國拉絲模的設計水平提供了借鑒。
拉絲模芯的結構按工作性質可分為“入口區、潤滑區、工作區、定徑區、出口區”五個區間。拉絲模的內徑輪廓很重要,它決定著壓縮線材所需的拉力,並影響拉拔后線材中的殘餘應力。模芯各區的作用分別是:入口區,方便穿線及防止鋼絲從入口方向擦傷拉絲模;潤滑區,通過它使鋼絲易於帶入潤滑劑;工作區,是模孔的主要部分,鋼絲的變形過程在這裡進行,即將原始截面減小到所要求的截面尺寸。在拉拔圓錐面金屬時,工作區內金屬的體積所佔的空間是一個圓台,該空間稱為變形區。工作區內的圓錐半形α(又稱為模孔半形)主要用於確定拉拔力的大小;定徑區的作用在於取得被拉拔鋼絲的準確尺寸;出口區是用於防止鋼絲出口不平穩而刮傷鋼絲表面。
隨著拉絲速度的提高,拉絲模的使用壽命成為突出的問題。美國人T Maxwall和E G Kennth提出了適應高速拉絲的新拉絲模孔型理論,即“直線型”理論。根據該理論製作的拉絲模具有下列特點:
①入口區、潤滑區合二為一,具有使潤滑角減小的趨勢,使潤滑劑進入工作區前就受到一定壓力,從而起到更好的潤滑效果。
②入口區和工作區加長,以建立較好的潤滑壓力,其角度按拉絲材質和每道次壓縮率分別進行優選。
③定徑區必須平直且長度合理。
④各部分縱麵線都必須是平直的。
天然金剛石拉絲模,選用優質天然金剛石為材料,具有耐磨性強、光潔度高、使用壽命長等優點,是電線電纜及各種拉絲廠家不可或缺的工具;人造金剛石拉絲模,選用高強度人造金剛石聚晶做模心材料,具有硬度高、導熱性好、耐磨性強不易破碎、使用壽命長、經濟效益高等優點,適用於拉制各種金屬線材。
與國外產品相比,國產拉絲模模坯存在以下明顯不足:
①入口角小。由於在拉拔過程中線材首先和模芯入口區接觸,入口區錐角小,不但增大了線材與內孔的接觸面積,使摩擦力增大,而且妨礙潤滑劑的帶入,使拉絲過程中的潤滑效果變差,嚴重影響模具使用壽命。
而國外拉絲模產品的入口角增大,有效地避免了線材與拉絲模的擦傷,而且帶入了更多的潤滑劑,增強了潤滑效果,減少了模芯磨損。這種改變提高了線材的表面質量,同時也提高了拉絲模的使用壽命。
②工作區短小。與國內同種規格的拉絲模相比,國外拉絲模工作區的長度普遍要長許多。較長的工作區有利於線材在拉拔過程中摩擦力的減少與均勻分佈,降低拉絲模內孔的磨損,提高模具壽命。較長窄的工作區能減小線材和拉拔模的間隙,可在大的壓力下迫使較多的潤滑劑進入線材與內孔中間,從而造成更好的潤滑壓力。由內孔出去的線材溫度較低,拉拔力減小,拉拔過程中金屬的流動較為均勻,有利於拉拔速度的提高和線材表面質量的改善。此外,這種類型的工作區設計還能防止潤滑劑從拉絲模的進口端退出。
而我國模具由於工作區短小,造成孔內有效使用面積較小,不僅增加了摩擦力,加劇磨損,而且浪費原材料,增大了成本投入。
③定徑區不明顯。定徑區是線材確定最終尺寸的最後環節,定徑區的短小且不平直將直接影響到線材的最終質量。短小的定徑帶容易造成產品尺寸超差,並使拉拔模很快磨損報廢。明顯且平直的定徑區能夠生產出高精度和高表面質量的線材,而且有利於減小磨損,大大提高拉絲模的使用壽命。
從德國產拉絲模與我國湘鋼產拉絲模的磨損曲線對比可知,兩種拉絲模在相同的拉拔條件下工作:工件材質:65號鋼線材;拉拔速度:3.64m/s;拉拔用潤滑劑:肥皂粉;拉拔前表面塗層:硫酸酸洗、磷化、塗硼砂。測試結果表明,拉絲模的結構對拉絲模的使用有很大的影響。德國產拉絲模的使用壽命比湘鋼產拉絲模的使用壽命高2.72倍。上述比較分析證明:通過拉絲模內孔的孔型優化可以降低拉絲模的磨損率,延長拉絲模的使用壽命。因此,進行拉絲模的孔型優化,提高拉絲模的製造精度,可以節約生產成本,大幅度提高生產效率,對我國線材工業的發展具有重要意義。
基本信息
- 中文名
- 拉絲模