焊瘤
焊瘤
焊徠瘤是指在金屬物在焊接過程中,通過電流造成金屬焊點局部高溫熔化,液體金屬凝固時,在自重作用下金屬流淌形成的像微小疙瘩。
焊接過程中金屬流溢到加熱不足的母材或焊縫上,凝固成金屬瘤,這種未能和母材或前道焊縫熔合在一起而堆積的金屬瘤叫焊瘤。
這種缺陷使焊縫成型不美觀,立焊時有焊瘤的部位往往有灰渣和未焊透。管子內部的焊瘤除降低強度外,還減少管內的有效截面。
氬弧焊的過程中,熔化金屬流淌到焊縫之外未熔化的母材上所形成的金屬瘤,稱為焊瘤,如下圖所示。
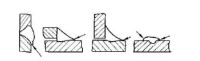
焊瘤
焊瘤形成原因分析:
1、熔池溫度過高,凝固較慢,在鐵水自重作用下下墜形成焊瘤。
2、坡口立焊、幫條立焊或搭接立焊中,如焊接電流過大,焊條角度不對或操作手勢不當也易產生這種缺陷。
焊瘤是指正常焊縫之外多餘的焊著金屬。焊瘤使焊縫的實際尺寸發生偏差,並且在接頭處形成應力集中區。熔池溫度太高,凝固較慢,在鐵水自重作用下下墜可以形成焊瘤。坡口立焊、幫條立焊或者搭接立焊中,若焊接電流過大,焊條角度不對或者操作手勢不當容易產生這種缺陷。
在施工過程中,可以採取下列措施進行防治:
1、熔池下部出現“小鼓肚”時,可以利用焊條左右擺動與挑弧動作加以控制。
2、在搭接或者幫條接頭立焊時,焊接電流應當比平焊適當減少,焊條左右擺動時在中間部位走快些,兩邊稍慢些。
3、焊徠接坡口立焊接頭加強焊縫時,應當選用直徑3.2mm的焊條,並且應適當減小焊接電流。

基本信息
- 中文名
- 焊瘤
- 外文名
- overlap
- 別名
- 金屬瘤
- 原因
- 工藝參數不正確,操作不佳
- 預防措施
- 利用焊條左右擺動
- 處理辦法
- 剷除多餘金屬