共找到5條詞條名為過程式控制制系統的結果 展開
過程式控制制系統
專業術語
以保證生產過程的參量為被控制量使之接近給定值或保持在給定範圍內的自動控制系統。這裡“過程”是指在生產裝置或設備中進行的物質和能量的相互作用和轉換過程。表徵過程的主要參量有溫度、壓力、流量、液位、成分、濃度等。通過對過程參量的控制,可使生產過程中產品的產量增加、質量提高和能耗減少。一般的過程式控制制系統通常採用反饋控制的形式,這是過程式控制制的主要方式。
在石油、化工、冶金、電力、輕工和建材等工業生產中連續的或按一定程序周期進行的生產過程的自動控制稱為生產過程自動化。生產過程自動化是保持生產穩定、降低消耗、降低成本、改善勞動條件、促進文明生產、保證生產安全和提高勞動生產率的重要手段,是20世紀科學與技術進步的特徵,是工業現代化的標誌。
凡是採用模擬或數字控制方式對生產過程的某一或某些物理參數進行的自動控制就稱為過程式控制制。過程式控制制系統(process control systems)可以分為常規儀錶過程式控制制系統與計算機過程式控制制系統兩大類。隨著工業生產規模走向大型化、複雜化、精細化、批量化,靠儀錶控制系統已很難達到生產和管理要求,計算機過程式控制制系統是近幾十年發展起來的以計算機為核心的控制系統。
過程式控制制在石油、化工、電力、冶金等部門有廣泛的應用。20世紀50年代,過程式控制制主要用於使生產過程中的一些參量保持不變,70年代,出現了過程式控制制最優化與管理調度自動化相結合的多級計算機控制系統。
以表徵生產過程的參數為被控制量使之接近給定值或保持在給定範圍內的自動控制系統。這裡“過程”是指在生產裝置或設備中進行的物質和能量的相互作用和轉換過程。例如,鍋爐中蒸汽的產生、分餾塔中原油的分離等。表徵過程的主要參數有溫度、壓力、流量、液位、成分、濃度等。通過對過程參數的控制,可使生產過程中產品的產量增加、質量提高和能耗減少。
![過程式控制制系統[專業術語]](https://i1.twwiki.net/cover/w200/m9/a/m9a877a1fdfc3efd8c834ab860af006b0.jpg)
過程式控制制系統[專業術語]
![過程式控制制系統[專業術語]](https://i1.twwiki.net/cover/w200/mc/9/mc9d013408c808ba8b4545492869295ca.jpg)
過程式控制制系統[專業術語]
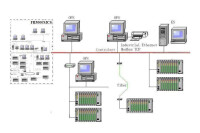
蒸汽鍋爐的液位控制系統是過程式控制制系統的一個例子(圖1)。當產生蒸汽的耗水量與鍋爐進水量相等時,液位保持在給定的正常標準值。蒸汽量的增加或減少即引起液位的下降或上升。差壓感測器將液、汽間的壓差(代表實際液位)與給定壓差(代表給定液位)比較,得到兩者的差值,稱為偏差(代表實際液位與給定液位之差)。控制器根據偏差值按照指定規律發出相應信號,控制調節閥的閥門,使液位恢復到給定的標準位置,從而實現對液位的自動控制。一般的過程式控制制系統(圖2)通常採用反饋控制的形式,這是過程式控制制的主要方式。而在批量型的過程操作中則需要採用順序控制系統。例如,化學反應器中催化劑的注入需要等到反應物升溫至一定數值后才能開始,操作必須遵守嚴格的順序。順序控制常採用可編程序邏輯控制器來實現。
在實際生產過程中,往往有多個參數(被控量)需要控制,又有多個變數可用作控制量。在很多情況下,被控量與控制量之間呈現出交互影響的關係,每個控制量的變化會同時引起幾個被控量變化。這種變數間的交互影響稱為耦合。耦合的存在會使過程式控制制系統變得複雜化。簡化控制系統結構的一種方法是採用解耦控制(見解耦控制問題),通過引入某種補償網路或補償通道把一個有耦合的多變數過程化成一些無耦合的單變數過程來處理,或者經過適當的變換和處理以減小耦合影響。多變數頻域方法是研究和設計多變數耦合過程式控制制系統的一種有效工具。
過程式控制制在石油、化工、電力、冶金等部門有廣泛的應用。上個世紀50年代,過程式控制制主要用於使生產過程中的一些參數保持不變,從而保證產量和質量穩定。60年代,隨著各種組合儀錶和巡迴檢測裝置的出現,過程式控制制已開始過渡到集中監視、操作和控制。它具有5個層次的功能:①調度;②操作模式確定;③質量控制;④反饋控制(自動調節)和順序控制;⑤故障的防止和彌補。80年代,過程式控制制系統開始與過程信息系統相結合,具有更多的功能。過程信息系統在操作員與自動化系統之間提供了人機交互功能,各種顯示屏幕能顯示過程設備的狀態、報警和過程變數數值的流程圖,並能在屏幕的一定區域顯示過去的信息。過程信息系統還能統一處理銷售、設計、內部運輸、存儲、包裝、行情調查、會計、維修、管理等環節的信息,溝通企業內部和企業內外的信息,並能根據使用人員的需要有選擇地提供信息報告。例如,顧客的訂貨單可在門市部送到信息系統中而立即傳送到信息系統的生產調度部門。
隨著人們物質生活水平的提高以及市場競爭的日益激烈,產品的質量和功能也向更高的檔次發展,製造產品的工藝過程變得越來越複雜,為滿足優質、高產、低消耗,以及安全生產、保護環境等要求,做為工業自動化重要分支的過程式控制制的任務也愈來愈繁重。
過程式控制制系統
過程式控制制正朝高級階段發展,不論是從過程式控制制的歷史和現狀看,還是從過程式控制制發展的必要性、可能性來看,過程式控制制是朝綜合化、智能化方向發展,即計算機集成製造系統(CIMS):以智能控制理論為基礎,以計算機及網路為主要手段,對企業的經營、計劃、調度、管理和控制全面綜合,實現從原料進庫到產品出廠的自動化、整個生產系統信息管理的最優化。
世界上第一台電子數字計算機於1946年在美國問世。經歷了十多年的研究,1959年世界上第一台過程式控制制計算機TRW)300在美國德克薩斯的一個煉油廠正式投入運行。這項開創性工作為計算機控制技術的發展奠定了基礎,從此,計算機控制技術獲得了迅速的發展。回顧工業過程的計算機控制歷史,經歷了以下幾個時期:(1)起步時期(20世紀50年代)。20世紀50年代中期,有人開始研究將計算機用於工業過程式控制制。
(2)試驗時期(20世紀60年代)。1962年,英國的帝國化學工業公司利用計算機完全代替了原來的模擬控制。
(3)推廣時期(20世紀70年代)。隨著大規模集成電路(LSI)技術的發展,1972年生產出了微型計算機(m-icrocomputer),其最大優點是運算速度快,可靠性高,價格便宜和體積小。
(4)發展時期(20世紀80年代)。隨著超大規模集成電路(VLSI)技術的飛速發展,使得計算機向著超小型化、軟體固定化和控制智能化方向發展。80年代末,又推出了具有計算機輔助設計(CAD)、專家系統、控制和管理融為一體的新型集散控制系統。
(5)成熟時期(20世紀90年代)。隨著通信技術、網路技術和智能儀錶的發展,一種以系統結構高度分散性、互可操作性與互用性、全數字化通信、開放型網際網路路為特色的現場匯流排控制系統出現。
計算機過程式控制制系統的分類
計算機控制系統的應用領域非常廣泛,計算機可以控制單個電機、閥門,也可以控制管理整個工廠企業;控制方式可以是單迴路控制,也可以是複雜的多變數解耦控制、自適應控制、最優控制乃至智能控制。因而,它的分類方法也是多樣的,可以按照被控參數、設定值的形式進行分類,也可以按照控制裝置結構類型、被控對象的特點和要求及控制功能的類型進行分類,還可以按照系統功能、控制規律和控制方式進行分類。常用的是按照系統功能分類,分為以下幾類:
(1)數據處理系統(DAS),對生產過程參數作巡檢、分析、記錄和報警處理。
(2)操作指導控制系統(OGC),計算機的輸出不直接用來控制生產過程,而只是對過程參數進行收集,加工處理后輸出數據,操作人員據此進行必要的操作。
(3)直接數字控制系統(DDC),計算機從過程輸入通道獲取數據,運算處理后,再從輸出通道輸出控制信號,驅動執行機構。
(4)監督控制系統(SCC),計算機根據生產過程參數和對象的數字模型給出最佳工藝參數,據此對系統進行控制。
(5)多級控制系統,企業經營管理和生產過程式控制制分別由幾級計算機進行控制,一般是三級系統,即經營管理級(MIS)、監督控制級(SCC)和直接數字控制級(DDC)。
(6)集散控制系統(DCS),以微處理器為核心,實現地理和功能上的分散控制,同時通過高速數據通道將分散的信息集中起來,實現複雜的控制和管理。
(7)監控與數據採集系統(SCADA),SCADA是以計算機、控制、通訊與CRT技術為基礎的一種綜合自動化系統,更適用於/點多、面廣、線長0的生產過程。由於控制中心和監控點的分散而自然形成了兩層控制結構。
(8)現場匯流排控制系統(FCS),是新一代分散式控制系統,與DCS的三層結構不同,其結構模式為/工作站)現場匯流排智能儀錶0兩層結構,降低了總成本,提高了可靠性,系統更加開放,功能更加強大。在統一的國際標準下,可實現真正的開放式互聯繫統結構。
(9)計算機集成過程式控制制系統(CIPS),利用DCS作基礎,開發高級控制策略,實現各層次的優化,利用管理信息系統MIS進行輔助管理和決策,將企業中有關過程式控制制、計劃調度、經營管理、市場銷售等信息進行集成,經科學加工后,為各級領導、管理及生產部門提供決策依據,實現控制、管理的一體化。
31計算機過程式控制制系統國內外應用狀況
近十幾年,過程式控制制系統發展非常迅速,由於集散控制系統是這一領域的主導發展方向,各國廠商都在這一市場不斷推陳出新。美國和日本的產品代表兩個主要的發展方向:美國廠商重點推出開放型集散系統,加速研製現場匯流排產品,推廣應用智能變送器;日本廠商則著重發展高功能集散系統,從軟體開發入手,挖掘軟體工作的潛力,強調控制功能和管理功能的結合。
20世紀80年代,比較著名的大型集散控制系統新產品有:美國Honeywell公司的TDC-3000,Foxboro公司的I/AS,Bailey公司的INFI-90,日本橫河公司的CENTRUMXL,英國Oxford Automation公司的SYSTEM-86,德國Siemens公司的TELEPERM系統等等。這些都屬於第三代DCS,控制點可達到一萬點以上,系統結構接近標準化,採用區域網技術。它的主要改變是在區域網路方面,採用了符合國際標準化組織ISO的OSI開放系統互連的參考模型。因此,在符合開放系統的各製造廠商產品間可以互相連接、互相通訊和進行數據交換,第三方的應用軟體也能在系統中應用,從而使集散控制系統進入了更高的階段。
在20世紀90年代初,隨著對控制和管理要求的不斷提高,第四代集散控制系統以管控一體化的形式出現。它在硬體上採用了開放的工作站,使用RISC替代CISC,採用了客戶機/伺服器(Client/Server)的結構。在網路結構上增加了工廠信息網(Intranet),並可與國際信息網(Internet)聯網。在軟體上則採用UNIX系統和X-Windows的圖形用戶界面,系統的軟體更豐富。同時,在製造業,計算機集成製造系統(CIMS)得到了應用,使人們看到了應用信息管理系統的經濟效益。隨著現場匯流排技術的出現,在世界上引起了廣泛重視,各大儀錶製造廠商紛紛在自己的DCS系統中融入現場匯流排技術,推出現場匯流排控制系統及相應的現場匯流排儀錶裝置。第四代集散控制系統的典型產品有Honeywell公司的TPS控制系統,橫河公司CENTER-CS控制系統,Foxboro公司I/AS50/51系列控制系統,ABB公司Advant系列OCS開放控制系統等。這一代集散控制系統主要是為解決DCS系統的集中管理而研製,它們在信息的管理、通訊等方面提供了綜合的解決方案。
我國的工業控制計算機技術起步於20世紀50年代末期,經歷了巡迴檢測裝置、小型工業控制機、可編程式控制制器等幾個階段以後,70年代中期研製了小型工業控制計算機網路系統。70年代末,有少數幾家化工企業從國外引進了集散控制系統。20世紀80年代中期,集散控制系統進入冶金、電力等行業。1985年,濟鋼第一套控制系統-MODICON584系列PLC在濟鋼煉鐵廠4#高爐上料系統應用獲得成功。1991年,濟鋼鍊鋼3#板坯連鑄機二冷配水改造工程和中板廠加熱爐改造工程中,選用了美國德州儀器(TI)公司生產的TI-545系列PLC系統。
90年代初期,我國將集散控制系統與工業控制局部網路列入國家攻關計劃,並取得了一些可喜的成果。我國石化行業/八五0期間新建和技改的石化生產裝置大多數採用DCS系統,現已有300多套。同時,開展了計算機集成製造系統試點,近幾年部分石化企業已開始實施CIMS。
CIMS在石油行業雖已開始應用,但尚屬探索階段。由於建立大型的控制與管理相結合的管理信息系統所需投資較大,一般企業無法承受,而且我國當前的生產過程與國際先進水平還有一定的差距,這對過程式控制制系統的發展產生了一定的影響。
我國自動化儀錶行業通過引進技術和與外商合作,還合資組裝生產了DCS,逐步實現了國產化。如上海的福克斯波羅、西安橫河、北京貝利、四川儀錶總廠等都有相應的DCS產品。我國獨立自主開發的DJK-7500(重慶自動化研究所)、HS-2000(北京和利時自動化公司)、FB-2000(浙江威盛自動化公司)、友力-2000(航空航天部)、DCS-100(清華大學)和L-2000(上海調節器廠)集散控制系統,適合我國國情,有自己的特色,已投入生產和使用。
計算機控制系統以其特有的優勢和強大的功能,已在過程式控制制領域得到廣泛的應用。同時,隨著計算機軟硬體技術和通訊技術的飛速發展,新的控制理論和新的控制方法也層出不窮。展望未來,它的發展趨勢有以下幾個方面。
(1)大力推廣應用成熟的先進技術。普及應用具有智能I/O模塊的、功能強、可靠性高的可編程式控制制器(PLC),廣泛使用智能化調節器,採用以位匯流排(Bitbus)、現場匯流排(Fieldbus)技術等先進網路通訊技術為基礎的新型DCS和FCS控制系統。
(2)大力研究和發展智能控制系統。智能控制是一種無需人的干預就能夠自主地驅動智能機器實現其目標的過程,也是用機器模擬人類智能的又一重要領域。智能控制系統的類型主要包括:分級梯階智能控制系統、模糊控制系統、專家控制系統、學習控制系統、人工神經網路控制系統和基於規則的仿人工智慧控制系統等。
(3)控制與管理結合,向低成本自動化(LowCostAutomation,LCA)方向發展。LCA是一種以現代技術實現常規自動化系統中的主要的、關鍵的功能,而投資較低的自動化系統。在DCS和FCS的基礎上,採用先進的控制策略,將生產過程式控制制任務和企業管理任務共同兼顧,構成計算機集成控制系統(CIPS),可實現低成本綜合自動化系統的方向發展。
總之,由於計算機過程式控制制在控制、管理功能、經濟效益等方面的顯著優點,使之在石油、化工、冶金、航天、電力、紡織、印刷、醫藥、食品等眾多工業領域中得到廣泛的應用。計算機控制系統將會隨著計算機軟硬體技術、控制技術和通訊技術的進一步發展而得到更大的發展,並深入到生產的各部門。
基本信息
- 中文名
- 過程式控制制系統
- 別名
- 自動控制系統
- 外文名
- process control systems
- 術語類別
- 計算機術語