擴口試驗
擴口試驗
擴口試驗,是檢驗金屬管端擴口工藝的變形性能一種方法。在進行擴口試驗時,將具有一定錐度(如1:10,1:15等)的頂芯壓入金屬管試樣一端,使其均勻地擴張到有關技術條件規定的擴口率(%),然後檢查擴口處是否有裂紋等缺陷,以判定合格與否。
金屬工藝性能試驗是檢查金屬材料承受一定變形能力或承受相似於金屬工藝加工過程或以後服役時所承受作用力的能力的試驗,以確定金屬材料是否適應於某一加工工藝過程。因此,它是鑒定金屬材料的一種良好方法,可作為拉伸試驗、衝擊試驗等的補充試驗。金屬工藝性能試驗的目的是為了確定金屬材料是否具有適合某種工藝加工方法的性能。金屬工藝性能試驗一般並不測試所載入荷或所產生變形的精確量值,而是儘快地測試出材料在質量上是否符合所規定技術條件的要求。
金屬工藝性能試驗通常有兩種:(1)試驗的測試結果只根據試樣的彎曲、擴口、壓扁等外觀現象進行評定;(2)除了按外觀對材料的質量進行評定外,還要測量在試驗時施加外力過程中試樣的變形,這種變形與熱加工或冷加工工藝過程中或在以後服役條件下金屬材料所產生的變形大致相同。這種測試結果通常用絕對單位來表示(如杯突值)或用規定的判據來表示(如線材反覆彎曲時用規定彎曲次數)。
金屬工藝性能試驗所採用試樣的形狀和尺寸,與所試金屬材料的類型和性能有關。有關取樣、試樣製備程序,在標準中均有明確規定。
擴口試驗有以下特點:
1、試驗過程與材料的使用條件相似。
2、一般不考慮應力的大小,而是以受力后表面變形情況(如裂紋、裂縫等)以及變形后所規定的某些特徵來考核材料的優劣。試驗結果可以反映出材料的塑性、韌性以及部分質量問題。
3、試樣容易加工。
4、試驗方法簡便,無需複雜的試驗設備。
因此,擴口試驗可按技術協議作為產品交貨條件。試驗結果的優劣,可為材料生產企業熔鑄、冷熱加工等工藝提供改進措施的依據。
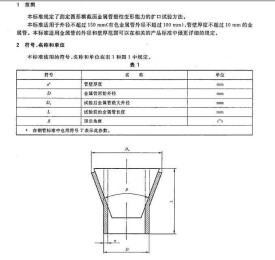
金屬管擴口試驗是檢驗金屬管由徑向擴張到規定直徑的變形性能,並顯示其缺陷的一種試驗方法。它適用於外徑不超過150mm(有色金屬管不超過100mm)、管壁厚度不超過10mm的圓形橫截面金屬管擴口塑性變形能力的測定,適用於無縫和焊接金屬管。也可與用戶協商非標準規定外徑和壁厚的擴口試試驗。
試驗原理:用圓錐形頂芯擴大管段試樣的一端,直至擴大端的最大外徑達到相關產品標準所規定的值。
根據有關技術條件或雙方協議的規定,選用不同錐度的頂芯,推薦採用的頂芯角度為30°、45°和60°。
試驗一般應在室溫範圍內進行。對於溫度要求嚴格的試驗,應控制在(23±5)℃之內。
平穩地對圓錐形頂芯施加力,使其壓人試樣端部進行均勻擴口,直至達到所要求的外徑。試樣擴口后的最大外徑或擴口率應由相關產品標準規定。擴口率X按下式計算:
X=(D一D)/D×100%
式中,D、D分別為試驗后的最大外徑和原始外徑,mm。
允許潤滑頂芯。頂芯壓入試樣的速度一般不做規定,但出現爭議或仲裁試驗時,頂芯的壓入速率不應超過50mm/min。應按照相關產品標準的要求評定擴口試驗結果。如未規定具體要求,試驗后試樣無肉眼可見裂紋應評定為合格,僅在試樣棱邊處出現輕微的開裂不應判報廢。
1、試樣
試樣應從外觀檢驗合格的金屬管任意部位或雙方協議的部位切取。切取試樣時應防止損傷試樣表面和改變其性能。試樣長度取決於頂芯的角度。當頂芯角度等於或小於30°時,試樣長度應近似為2D(D為管材原外徑);當頂芯角度大於30°時,試樣長度應近似為1.5D。
2、試驗機
試驗應在可調節速率的試驗機上進行。
3、試驗注意事項
(1)試驗時必須按有關技術文件的規定,採用不同錐度的頂芯,試驗完畢后應立即將頂芯及墊板卸下。
(2)頂芯的工作面應磨光且具有足夠的硬度,試驗時頂芯工作表面可塗上潤滑油。試驗時應注意安全。
基本信息
- 中文名
- 擴口試驗
- 外文名
- expansion test
- 定義
- 是檢驗金屬管端擴口工藝的變形性能一種方法
- 類型
- 檢測
- 所屬領域
- 冶金鑄造
- 注意事項
- 頂芯工作表面塗上潤滑油
- 試驗特點
- 試樣容易加工等