共找到2條詞條名為氣割的結果 展開
- 氣割
- 氧氣切割
氣割
氣割
氣割是指利用氣體火焰將被切割的金屬預熱到燃點,使其在純氧氣流中劇烈燃燒,形成熔渣並放出大量的熱,在高壓氧的吹力作用下,將氧化熔渣吹掉:所放出的熱量又進一步預熱下一層金屬,使其達到熔點。金屬的氣割過程,就是預熱、燃燒、吹渣的連續過程,其實質是金屬在純氧中燃燒的過程,而不是熔化過程。
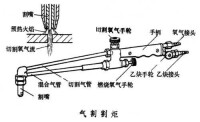
氣割割炬

氣割槍
利用可燃氣體同氧混合燃燒所產生的火焰分離 材料的熱切割,又稱氧氣切割或火焰切割。氣割時,火焰在起割點將材料預熱到燃點,然後噴射氧氣流,使金屬材料劇烈氧化燃燒,生成的氧化物熔渣被氣流吹除,形成切口。氣割用的氧純度應大於99%;可燃氣體一般用乙炔氣,也可用石油氣、天然氣或煤氣。用乙炔氣的切割效率最高,質量較好,但成本較高。氣割設備主要是割炬和氣源。割炬是產生氣體火焰、傳遞和調節切割熱能的工具,其結構影響氣割速度和質量。採用快速割嘴可提高切割速度,使切口平直,表面光潔。手工操作的氣割割炬,用氧和可燃氣體的氣瓶或發生器作為氣源。半自動和自動氣割機還有割炬驅動機構或坐標驅動機構、仿形切割機構、光電跟蹤或數字控制系統。大批量下料用的自動氣割機可裝有多個割炬和計算機控制系統。被氣割的金屬材料應具備下列條件:①在純氧中能劇烈燃燒,其燃點和熔渣的熔點必 須低於材料本身的熔點。熔渣具有良好的流動性,易被氣流吹除。②導熱性小。在切割過程中氧化反應能產生足夠的熱量,使切割部位的預熱速度超過材料的導熱速度,以保持切口前方的溫度始終高於燃點,切割才不致中斷。因此,氣割一般只用於低碳鋼、低合金鋼和鈦及鈦合金。氣割是各個工業部門常用的金屬熱切割方法,特別是手工氣割使用靈活方便,是工廠零星下料、廢品廢料解體、安裝和拆除工作中不可缺少的工藝方法。

氣割
氣割時應用的設備器具除割炬外均與氣焊相同。氣割過程是預熱一燃燒一吹渣過程,但並不是所有金屬都能滿足這個過程的要求,只有符合下列條件的金屬才能進行氣割。
1.金屬在氧氣中的燃燒點應低於其熔點;
2.氣割時金屬氧化物的熔點應低於金屬的熔點;
3.金屬在切割氧流中的燃燒應是放熱反應;
4.金屬的導熱性不應太高;
5.金屬中阻礙氣割過程和提高鋼的可淬性的雜質要少。
1放好導軌,把切割機放在導軌上,導軌倆頭要對齊,當切割圓時,調節割嘴高低、相對於小車的距離和角度,以保證在板材的區域內進行連續切割,
2連接輸氣管,區分氧氣管和燃氣管。
3打開氧氣控制閥和燃氣控制閥,確認氣瓶氣壓和輸出氣壓,以保證供氣充足和節約。
4點火;打開燃氣和預熱氧,使用打火機從側面點火。
5開始切割;,用預熱火焰加熱開始點(此時高壓氧氣閥是關閉的),預熱時間應視金屬溫度情況而定,一般加熱到工件表面接近熔化(表面呈橘紅色)。這時輕輕打開高壓氧氣閥門,開始氣割。如果預熱的地方切割不掉,說明預熱溫度太低,應關閉高壓氧繼續預熱,預熱火焰的焰芯前端應離工件表面2 ~ 4mm,同時要注意割炬與工件間應有一定的角度,當氣割5~30mm厚的工件時,割炬應垂直於工件;當厚度小於5mm時,割炬可向後傾斜5~10°;若厚度超過30mm,在氣割開始時割炬可向前傾斜5~10°,待割透時,割炬可垂直於工件,直到氣割完畢。如果預熱的地方被切割掉,則繼續加大高壓氧氣量,使切口深度加大,直至全部切透。
6.氣割不同厚度的鋼時,割嘴的選擇和氧氣工作壓力調整,對氣割質量和工作效率都有密切的關係。例如使用太小的割嘴來割厚鋼,由於得不到充足的氧氣燃燒和噴射能力,切割工作就無法順利進行,即使勉強一次又一次地割下來,質量既壞,工作效率也低。反之,如果使用太大的割嘴來割薄鋼,不僅要浪費大量的氧氣和乙炔,而且氣割的質量也不好。因此要選擇好割嘴的大小。切割氧的壓力與金屬厚度的關係:壓力不足,不但切割速度緩慢,而且熔渣不易吹掉,切口不平,甚至有時會切不透;壓力過大時,除了氧氣消耗量增加外,金屬也容易冷卻,從而使切割速度降低,切口加寬,表面也粗糙。
1. 切割鋼鐵的速度比刀片移動式機械切割工藝快;
2. 對於機械切割法難於產生的切割形狀和達到的切割厚度,氣割可以很經濟地實現;
3. 設備費用比機械切割工具低;
4. 設備是攜帶型的,可在現場使用;
5. 切割過程中,可以在一個很小的半徑範圍內快速改變切割方向;
6. 通過移動切割器而不是移動金屬塊來現場快速切割大金屬板;
7. 過程可以手動或自動操作.
1. 尺寸公差要明顯低於機械工具切割;
2. 儘管也能切割象鈦這些易氧化金屬,但該工藝在工業上基本限於切割鋼鐵和鑄鐵;
3. 預熱火焰及發出的紅熱熔渣對操作人員可能造成著火和燒傷的危險;
4. 燃料燃燒和金屬氧化需要適當的煙氣控制和排風設施;
5. 切割高合金鋼鐵和鑄鐵需要對工藝流程進行改進;
6. 切割高硬度鋼鐵可能需要割前預熱,割後繼續加熱,來控制割口邊緣附近鋼鐵的金相結構和機械性能.
7. 氣割不推薦用於大範圍的遠距離切割.

基本信息
- 中文名
- 氣割
- 定義
- 就是指預熱、燃燒、吹渣的連續過程
- 類型
- 冶金術語
- 所用燃氣
- 乙炔、液化石油氣和氫氣
- 原理
- 鐵在純氧中的燃燒過程
- 氧氣切割
- 火焰分離材料的熱切割