輥鍛
輥鍛
輥鍛(roll forging)是迴轉鍛造(rotary forging)的一種。這是近幾十年將縱向軋制引入鍛造業並經不斷發展形成鍛造新工藝,屬於迴旋壓縮成形類的範疇。
輥鍛
輥鍛是材料在一對反向旋轉模具的作用下產生塑性變形得到所需鍛件或鍛坯的塑性成形工藝。它是成形軋制(縱軋)的一種特殊形式。
輥鍛可用於生產連桿﹑麻花鑽頭﹑扳手﹑道釘﹑鋤﹑鎬和透平葉片等。輥鍛工藝利用軋製成形原理逐步地使毛坯變形﹐與普通模鍛相比﹐具有設備結構較簡單﹑生產平穩﹑振動和噪音小﹐便於實現自動化﹑生產效率高等優點。
輥鍛分為制坯輥鍛和成形輥鍛兩類。制坯輥鍛是為模鍛準備所需形狀尺寸的毛坯﹔成形輥鍛能直接制出符合形狀尺寸要求的鍛件。
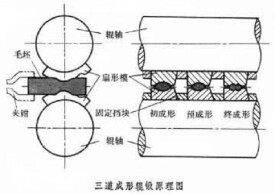
輥鍛變形的實質是坯料的軋制延伸﹐坯料部分截面變小而面的幅度增加。當截面變形較大時﹐需要經多次輥軋完成。其工藝設計主要是合理地決定各工步輥鍛地壓下量﹑展寬量和延伸變形量。它們取決於輥徑的大小﹑孔型的形狀尺寸﹑毛坯的溫度和冷卻潤滑等變形條件。坯料的一端用夾鉗夾緊﹐在扇形模的第一道孔型的輥壓下變形(初成形)並退出﹔然後在下道孔型的無模空間處送進﹐再次輥壓變形(預成形)並退出﹔根據變形的需要﹐經多道輥壓而逐漸成形﹐得到所需的成形工件(終成形)。是最常用的反向輥鍛方式。當送料方向沿輥輪旋轉方向送進時則稱為正向輥鍛﹐工件咬入后夾鉗立即鬆開。最常用的輥鍛機是兩側有機架支承的雙支承式輥鍛機﹐它具有較大的剛度﹐可得到高精度的鍛件﹐其輥徑有250~1250毫米多種規格﹐相應的輥鍛力為400~4000千牛。有的雙支承輥鍛機在一端有輥軸伸出﹐這是懸臂式和雙支承式結合的複合型輥鍛機﹐它既能實現縱向輥鍛又能在懸臂端完成橫向展寬成形。在大批量輥鍛生產中﹐廣泛採用機械手傳送工件﹐實現生產過程的自動化﹐提高生產率﹐減輕勞動強度。
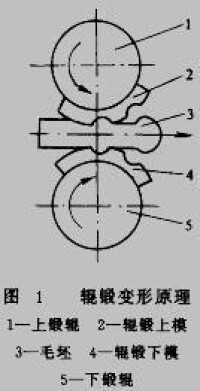
輥鍛是材料在一對反向旋轉模具的作用下產生塑性變形得到所需鍛件或鍛坯的塑性成形工藝。輥鍛變形原理如圖1所示。輥鍛變形是複雜的三維變形。大部分變形材料沿著長度方向流動使坯料長度增加,少部分材料橫向流動使坯料寬度增加。輥鍛過程中坯料根截面面積不斷減小。輥鍛適用於軸類件拔長,板坯輾片及沿長度方向分配材料等變形過程。
(1)坯料的咬入只有坯料被輥鍛模咬入才能建立起輥鍛過程,在實際生產中有端都自然咬入和中間咬入兩種咬入方式,如圖2所示。在端部自然咬入進,模具與坯料之間的摩擦力是咬入的主動力,而坯料受到的壓力p的分力是咬入的阻力,圖中α稱咬入角。提高摩擦係數,減少咬入角有利於實現咬入條件,提高摩擦係數可用模具表面粗糙化來實現,減少咬入角可用減少絕對壓下量來實現。中間咬入是由輥鍛模上的突出部位直接壓入坯料而強行將坯料拽入變形區,咬入時不受摩擦影響,咬入角可以加大。為了減少輥鍛道次,增加每道次的壓下量採用中間咬入是必需的。端部自然咬入時咬入角不大於25º,中間咬入時可達:32º~37º。
(2)前滑輥鍛過程中,每一時刻流入變形區與流出變形區的材料體積相等,而變形區的高度是變化的,因此材料沿輥鍛方向運動速度也是變化的,在變形區出口處材料運動速度大於鍛輥線速度。這一現象稱為前滑。由於輥鍛件的長度由出口處運動速度決定,因此計算前滑有重要意義,計算前滑的芬克公式為
S=(R/h-1/2)r2
r=(α/2)×(1-α/2β)
式中S——前滑值;
R——輥鍛模半徑;
α——咬入角;
β——摩擦角;
h——變形區出口處高度。
芬克公式是在忽略寬民的條件下導出的,是計算簡單變形的近似公式。對於受型槽約束的縱向變斷面輥鍛,其前滑值較簡單輥鍛小。
(3)寬展材料經過輥鍛在橫向上流動形成了寬展。影響寬展的因素主要有:的絕對壓下量,輥鍛模直徑、坯料原始寬度與摩擦係數等。絕對壓下量增加,輥鍛模直徑增加、摩擦係數增加、原始坯料寬度減小,都使寬展加大。理論上計算展寬的公式較多,但都是在某一特定條件下提出的,在計算複雜型槽輥鍛時誤差較大。目前採用相應矩形法,即把型槽折算成矩形,借用平輥軋制時的公式,然後進行修正。
1)對於制坯輥鍛,應按照計算毛坯圖的要求選擇坯料,根據最大變形程度計算出輥鍛道次,選擇型槽系統,合理分配道次變形量。根據變形規律計算出每道次的坯料截面尺寸,使各道次變形相適應,合理選擇型槽系是關鍵。型槽系方案圖4所示,表2列出了常用型槽系。在選擇型槽系時,除合理分配變形量外,尚需考慮輥鍛時的穩定性。要注意型槽形狀與坯料之間的配合關係,還要考慮到增大變形量受到穩定性條件的限制。
2)對於成形輥鍛型槽,除考慮制壞輥鍛設計的要點外,還要考慮成形性及尺寸精度的要求。由圖3所示,輥鍛時后滑區佔據變形區的大部分,因此型槽後壁易成形而前壁難成形。可通過轉換輥鍛方向的方式使前後壁各處於一次易成形區,從而使型槽充滿良好。準確計算前滑值可保證長度方向的尺寸精度。除了在理論上計算外,參考已有實測數據的實例也很重要。
目前常用的輥鍛機可分為雙支撐式、懸臂式和複合式三種類型。早期出現的類似軋鋼機式的分壁式輥鍛機已很少見到。在輥鍛制坯生產線上常見的是自動輥鍛機。這種輥鍛機是把雙支撐輥鍛機與自動化機械手聯接在一起,實現了多道次輥鍛的全部自動化。自動輥鍛機已全部實現國產化。
其一是精密輥鍛技術,包括冷精輥技術。在板片類零件的精密成形上有良好的發展前景,如在葉片成形與變截面鋼板彈簧上均有優勢。其二是在長軸類鍛件生產上實現體積分配與預成形,減少最終成形負荷,組成精輥精鍛複合生產線,用較少投資大批量生產複雜鍛件。載貨汽車前軸精輥精鍛生產線是一個成功的範例。這種生產線投資只有傳統的萬噸壓力機生產線的1/5~l/8,而產品質量與生產能力相當。輥鍛成形技術的發展將在以上兩方面推動我國鍛造行業的技術進步
基本信息
- 中文名
- 輥鍛
- 外文名
- roll forging
- 分類
- 制坯輥鍛、成形輥鍛
- 變形特點
- 三維變形
- 發展領域
- 精密輥鍛技術,體積分配與預成形
- 所屬範疇
- 迴旋壓縮成形類