共找到2條詞條名為鋼纖維的結果 展開
- 鋼纖維
- 鋼棉
鋼纖維
鋼纖維
鋼纖維是指以切斷細鋼絲法、冷軋帶鋼剪切、鋼錠銑削或鋼水快速冷凝法製成長徑比(纖維長度與其直徑的比值,當纖維截面為非圓形時,採用換算等效截面圓面積的直徑)為40~80的纖維。
不同的徠製取方式產出的鋼纖維性能也不一樣。雖然鋼纖維問世不久,但應用已經越來越廣泛,種類也越來越多。

鋼纖維
以切斷細鋼絲法、冷軋帶鋼剪切、鋼錠銑削或鋼水快速冷凝法製成長徑比(纖維長度與其直徑的比值,當纖維截面為非圓形時,採用換算等效截面圓面積的直徑)為30~100的纖維。
因製取方法的不同鋼纖維的性能有很大不同,如冷拔鋼絲拉伸強度為380-3000MPa、冷軋帶鋼剪切法拉伸強度為600-900MPa、鋼錠銑削法為700MPa;鋼水冷凝法雖為380MPa,但是適合生產耐熱纖維。

鋼纖維
為增強砂漿或混凝土而加入的、長度和直徑在一定範圍內的細鋼絲。常用截面為圓形的長直鋼纖維,其長度為10~60毫米,直徑為0.2~0.6毫米,長徑比為30~100。為增加纖維和砂漿或混凝土的界面粘結,可選用各種異形的鋼纖維,其截面有矩形、鋸齒形、彎月形的;截面尺寸沿長度而交替變化的;波形的;圓圈狀的;端部放大的或帶彎鉤的等。當使用截面非圓
形的鋼纖維時,可按下式計算其當量直徑(de):
式中a為鋼纖維的實際截面積。
為使鋼纖維較均勻地分散於砂漿或混凝土中,並增大纖維的長徑比,可使用由水溶性膠粘結在一起成集束狀的鋼纖維。鋼纖維可用冷拔鋼絲切斷、薄鋼板剪切、鋼塊或鋼錠銑削以及熔鋼抽紗等方法製造。配製常溫下應用的鋼纖維混凝土,可使用低碳鋼纖維;而配製耐火的鋼纖維混凝土,則必須使用不鏽鋼纖維。砂漿或混凝土中摻加適量的鋼纖維,可提高其抗拉、抗彎強度,並大幅度地提高其韌性和抗衝擊強度。
鋼纖維問世的時間不長,但應用領域越來越廣泛,與此相應,鋼纖維的品種也再不斷增多。
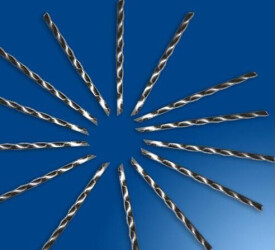
1.按外形劃分有:平直形鋼纖維(a)、壓棱形鋼纖維(b)、波形鋼纖維(c)、彎鉤形鋼纖維(d\e)、大頭形鋼纖維(f)、雙尖形鋼纖維(g)、集束鋼纖維(h)等等。
2.按截面形狀劃分有:
圓形(a)、矩形(b)、槽型(c)、不規則性(d) 3.按生產工藝劃分有:

鋼纖維
剪切鋼纖維(用薄鋼板、帶鋼剪切);
銑削型鋼纖維(用厚鋼板或鋼錠切削);

鋼纖維
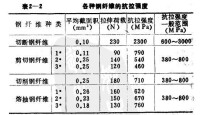
普碳鋼纖維(抗拉強度一般在300~2500MPa);
不鏽鋼纖維(按材質有304,310,330,430,446等);
其他金屬纖維(鋁纖維、銅纖維、鈦纖維以及合金纖維)。
⒌按表面塗覆狀態劃分有:
無塗覆層,表面塗環氧樹脂,鍍鋅等。工業上大量使用的是無塗覆層的普通鋼纖維。
⒍按施工工藝分類有:
噴射用、澆注用。
⒎按直徑尺寸分類有:
普通鋼纖維(直徑d>0.08mm);
超細鋼纖維(直徑d≤0.08mm);
超細鋼纖維主要用於增強塑料及石棉摩擦材料。
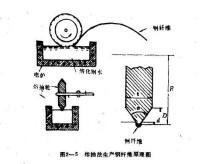
用與鋼纖維混凝土的鋼纖維主要有四種製造方法(請參考上圖2—3),以下是詳細資料:
⒈鋼絲切斷法
這種加工方法比較簡單(圖2-4),一般利用小直徑0.4-0.8mm的冷拔鋼絲為原料,’按照規定的長度把鋼絲切成短纖維。用這種方法生產鋼纖維的抗拉強度,遠高於其它方法加工成的鋼纖維,可達1000-2000MPa.
加工手段可以用切刀、沖床。為了提高效率,常用旋轉刀具切斷。由於冷拔鋼絲價格昂貴,這種方法生產的鋼纖維成本較高。此法生產鋼纖維的另一缺點是表面較光滑,與混凝土等基體的粘結強度較小。為了增加鋼纖維與混凝土等基體的粘結強度,常常採用改變鋼纖維的外形,即通過生產異形鋼纖維的辦法加以解決,常見的方法有三種:
⑴壓棱法:在切斷鋼絲前,用進給鋼絲的夾送輥在鋼絲上
壓出棱形凹坑(如圖2-1,b)。
⑵波形法:在切斷鋼絲前,用進給鋼絲的夾送輥將鋼絲壓
成波形后再切斷(如圖2一1,c)。
⑶彎鉤法:在切斷鋼絲前,用進給鋼絲的夾送輥等距離地壓出彎鉤狀再切斷(如圖2,d)

鋼纖維
薄板剪切法是吧冷軋薄鋼板切成鋼纖維的方法,剪切前用特製的小型縱剪機將薄冷軋卷板剪成帶鋼卷,帶鋼卷的寬度和鋼纖維的長度相同,然後將帶鋼卷連續不斷地送入旋轉刀具或普通沖床切斷(如圖2-3,b),旋轉刀具的軸與薄板進給方向互相垂直。原材料一般採用退火的冷軋鋼板,為提高強度也可以使用未退火的冷軋鋼板。
⒊鋼錠銑削法
所用原材料為厚鋼板或鋼錠,用旋轉的平刃鐵刀進行切削製成的鋼纖維(如圖2一3).切削時,鋼纖維將產生很的塑性變形,軸間發生扭曲,可以增大與混凝土等基體的粘結力。若以普通低碳鋼為原材料時,切削成的鋼纖維經加工硬化后,其弧度約為母材的兩倍半,成為一種高強度、高硬度的鋼纖維。
⒋熔鋼抽絲法
如圖2-3,d所示,用電爐將廢鋼熔融成1500-1600℃的鋼液,然後在鋼液表面上,以一個高速旋轉的熔抽輪接近鋼液,熔抽輪上按照所需鋼纖維的要求,刻出許多槽形。當溶抽輪下降到液面時,鋼液被槽刮出,被高速旋轉的熔抽輪的離心力拋出,以10000℃/秒的速度冷卻成形。熔抽輪內必須通水,以保持冷卻速度。
熔抽法生產鋼纖維是目前世界上最有前途的鋼纖維生產方法。它的原材料來源廣泛,各種廢鋼都可利用。由於原料成本很低,製造工藝簡單;生產效率很高,因此,這種鋼纖維價格最便宜。
由於熔抽法利用電爐熔化鋼水,因此可以較方便地調整鋼液
的化學成分,從而生產出各種材質的鋼纖維和其它金屬纖維。改 變熔抽輪上刻槽尺寸,熔抽輪的轉速和浸入深度,就可以改變鋼
纖維的幾何尺寸。這種方法免除了上述三種方法從鍊鋼到軋鋼、
撥絲(或軋板)等繁雜的過程,使熔觸鋼水一次成形,加工成.
終產品,其經濟效果是很顯著的。
目前,世界上只有美國、英國、日本和中國掌握了熔抽法生
鋼纖維
產鋼纖維的生產技術。慶安鋼鐵廠從美國引進的全套熔抽法鋼纖
維生產技術和設備已於86年7月9日正式投入生產,生產出的多
種不鏽鋼纖維、普碳鋼纖維、超細鋼纖維、鋁纖維已大量供應市
場.
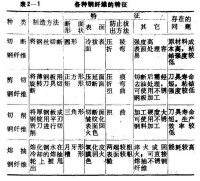
上述四種鋼纖維及其製造方法的特徵比較見表2-1。
鋼纖維
各種鋼表2-2.
鋼纖維
鋼纖維是一種新、高性能的鋼纖維品種。鋼纖維道路的配合比設計方法大體與普通混凝土相同,不同點為:強度雙控標準(抗壓強度和彎拉強度);鋼纖維摻量根據設計要求的彎拉強度確定;單位用水量和砂率與纖維摻量有關,每摻加0.5%(體積率)鋼纖維,單位用水量增加6kg,砂率增大2%。
鋼纖維混凝土具有與普通混凝土一樣的攪拌、運轉和施工性能,纖維在混凝土中不會結球,分佈均勻,可在商品混凝土攪拌站進行生產並能用於泵送施工。銑削鋼纖維混凝土的早期坍落度損失較大,30分鐘損失32%,2小時損失42%。鋼纖維混凝土的實際工作性優於相同的坍落度的普通混凝土。鋼纖維混凝土具有良好的材料性能,與普通混凝土相比,其抗壓強度提高2~20%;彎拉強度提高20~50%;劈裂抗拉強度提高20~40%;耐磨性能提高40%左右,其物理力理性能完全可以滿足城市道路工程及檢查井蓋等配套構件需求技術指標。鋼纖維粗糙而潔凈的表面,能與混凝土中的水泥漿體牢固的結合,這是銑削鋼纖維提高混凝土各種性能的根本原因。
此外,高強鋼釺維混凝土在鐵道軌枕預製、高速公路伸縮縫、水泥砼道面等預製、現澆、生產施工等方面均已得到大量應用,其優良性能完全可以取得良好的技術經濟和社會環境效益。
一、粘結性
由於鋼纖維與混凝土基體的界面粘結主要是物理性的,即以摩擦剪力的傳遞為主,因此對鋼纖維本身來說,應該從纖維表面和纖維形狀兩個方面來改善其粘結性能。具體的方法有下列四種。
1。使鋼纖維表面粗糙化、截面呈不規則形。採用熔抽法生產就能達到這個目的。因為鋼纖維在遇空氣急劇冷卻時,表面收縮不均勻而變得粗糙,同時截面也收縮成月牙形,增加與基體的接觸面積。銑削型鋼纖維一個表面光滑,另一個表面粗糙,也增加了與混凝土的接觸面積
⒉沿鋼纖維軸線方向按一定間距對纖維進行塑性加工。例如日本神戶制鋼公司的“信柯”鋼纖維美國雷邦公司的“XOREX"鋼纖維(圖2-1,c)以及慶安鋼鐵廠的“S-2”和“S--3"號鋼纖維。由於表面壓成棱形,或壓成波形,增加了機械粘結力。
⒊使鋼纖維的兩端異形化。如鋼錠銑削型鋼纖維兩端帶有錨固台;美國貝克爾公甸的"DRAMⅨ"鋼纖維(圖2-1,e)和慶安鋼鐵廠的“S-4'和as-so型鋼纖維,.都是在兩端製成彎鉤;還有熔抽法抽取的大頭形鋼纖維。由於兩端的錨固作用,提高了抗撥力。
徠⒋對鋼纖維表面塗覆環氧樹脂和表面微銹化處理。這種方法對界面粘結強度的提高不如前幾種方法,但也有一定的增強效果.
小林一輔、比利時列日大學和章文綱等的試臉都證明有彎鉤的鋼纖維比平直鋼纖維的增強效果提高約一倍,小林一輔的試驗說明壓棱鋼纖維的效果接近有彎鉤的鋼纖維。這些異形鋼纖維不但提高了鋼纖維的強度,並且提高了韌度。波形鋼纖維雖然對提高鋼纖維混凝土強度的作用不大,但是能成倍地
提高韌度。
二:硬度
無論哪一種加工方法製造的鋼纖維,在加工過程中都遇到高
熱和急劇冷卻,相當於淬火狀態。因此鋼纖維的表面硬度都較
高。用於混凝土補強進行攪拌時很少發生彎曲現象。如果鋼纖維
過硬過脆,攪拌時也易折斷,影響增強效果。
在熔抽法生產鋼纖維時,從熔抽輪下離心噴出的鋼纖維仍處
於高溫狀態,必須用滾筒或振動輸送方法分散並進行冷卻。否則
鋼纖維聚集,熱量難以散發,反而起退火作用。
三:耐腐蝕性
關於鋼纖維混凝土耐腐蝕試驗的介紹可知,開裂的鋼纖維混凝土構件在潮濕的環境中,裂縫處的混凝土碳化,碳化區的鋼纖維鏽蝕,碳化深度和鏽蝕程度隨時間增長而發展,對鋼纖維混凝土來說,主要是利用裂后弧度和裂后韌性,雖然裂縫寬度比鋼筋混凝土小,但是終究是有裂縫的,故此應對在潮濕環境中,特別是在海濱使用的鋼纖維混凝土採取防防鏽蝕措施. 試臉證明,在保證鋼纖維混凝土構件具有同等承載能力的前提下,採用直徑較大的鋼纖維,能提高耐腐蝕性,採用塗復環氧樹脂或鍍鋅的鋼纖維,將能提高耐腐蝕性,如果施工工藝許可的話,可只在混凝土表層1-2cm採用這種鋼纖維,必要時也可以採用不誘鋼纖維。
根據纖維增強機理的各種理論,諸如纖維間距理論、複合材料理論和微觀斷裂理論,以及大量的試驗數據的分析,可以確定纖維的增強效果主要取決於基體強度(fm),纖維的長徑比(鋼纖維長度l與直徑d的比值,即I/d),纖維的體積率(鋼纖維混凝土中鋼纖維所佔體積百分數),纖維與基體間的粘結強度(τ),以及纖維在基體中的分佈和取向(η)的影響。當鋼纖維混凝土破壞時,大都是纖維被拔出而不是被拉斷,因此改善纖維與基體間的粘結強度是改善纖維增強效果的主要控制因素之一。
鋼纖維主要用於製造鋼纖維混凝土,任何方法生產的鋼纖維都能起到強化混凝土的作用。
加入鋼纖維的混凝土其抗壓強度、拉伸強度、抗彎強度、衝擊強度、韌性、衝擊韌性等性能均得到較大提高。
結合鋼纖維混凝土抗拉強度、彎拉強度(抗拉強度)設計公式
鋼纖維混凝土抗拉強度
鋼纖維混凝土抗拉強度,可通過試驗所得的劈裂抗拉強度乘以強度折減係數0.80確定,劈裂抗拉強度試驗方法按GB J81規定進行
鋼纖維混凝土抗拉強度標準值
fftk,ftk--鋼纖維混凝土抗拉強度標準值,設計值;
αt--鋼纖維對鋼纖維混凝土抗拉強度影響係數,宜通過試驗確定;
ρf--鋼纖維體積率(即鋼纖維摻量體積率)
lf--鋼纖維長度
df--鋼纖維直徑或等效直徑
lf/df--鋼纖維長徑比
鋼纖維混凝土彎拉強度
(抗折強度)
鋼纖維混凝土用於公路路面、機場道面、或其它採用彎拉強度為設計指標的結構時,與鋼纖維混凝土相應的集體混凝土的彎拉強度設計值的分級和使用範圍,可按國家現行有關水泥混凝土路面、機場道面等行業設計規範的規定採用。

鋼纖維
⒈改善基體對鋼纖維的粘結性能;即改善混凝土基體,如採用更高強度混凝土
⒉增加纖維的粘結長度;即增加長徑比,公式中
⒊改善纖維的形狀、增加纖維與基體間的摩阻和咬合力;即提高鋼纖維影響係數α
1、鋼纖維的抗拉強度檢驗,要求其抗拉強度不低於380MPa;
2、鋼纖維的抗彎拆性能,鋼纖維應能經受直徑3㎜鋼棒彎拆90°不斷,每批次檢驗不少於10根;
3、雜質含量,鋼纖維表面不得有油污,不得鍍有有害物質或影響鋼纖維與混凝土粘接的雜質。
4、鋼纖維的長度偏差不應超過標準長度的10%,每批次至少隨機抽查10根以上;
5、鋼纖維的直徑或等效直徑合格率不得低於90%,可採取重量法檢驗,每批次抽檢100根,用天平稱量,卡尺測其長度,要求得到的等效平均值滿足規定;
原材料的檢驗:
必須滿足上述原材料的質量控制標準,應按照公路工程施工技術規範的要求進行檢驗。
鋼纖維混凝土的檢驗:
應重點檢驗鋼纖維混凝土的和易性、塌落度和水灰比等,同時必須現場目檢鋼纖維在混凝土的分佈情況,
發現有鋼纖維結團現象應延長拌和時間。
基本信息
- 中文名
- 鋼纖維
- 外文名
- Steel fiber
- 屬性
- 工業材料專用辭彙
- 長徑比
- 30~100
- 製造方法
- 切斷細鋼絲法、冷軋帶鋼剪切、鋼錠銑削或鋼水快速冷凝法
- 分類
- 普碳鋼纖維,不鏽鋼纖維,其他金屬纖維