拉矯機
拉矯機
帶鋼連續熱鍍鋅機組常見的拉伸矯直機有二彎二矯、二彎一矯、一彎一矯三種形式,其中二彎一矯形式應用最多。二彎一矯拉伸矯直機(拉矯機)主要由兩組彎曲輥組、一組矯正輥組、幾個轉向輥、一套換輥裝置、輥組升降系統等部分組成。部分生產作業線在機架內配置了濕噴淋系統,就可實現濕拉矯功能。
為了達到後續加工要求,工廠里使用多種矯直方法,應用比較廣泛的設備是多輥矯直機,薄板通過這種矯直機后,本身並不產生延伸,只是把大浪化為小浪,使板面近乎平直。而對於板厚小於0.8mm的板材,用這種方法很難矯直。而拉伸彎曲矯直機,可使薄板同時產生縱向和橫向變形,從而充分改善薄板的平直度和材料性能,使薄板矯直技術大大提高了一步。此外,由於通過彎曲產生了彎曲應力,大大減小了拉力,根據經驗,採用拉伸彎曲矯直機時,要達到同樣的矯直效果只需要純拉伸矯直所需張力的1/3~1/5.而且它的矯直效果是迄今為止最好的。拉伸彎曲矯直的是:
1、可獲得良好的板形。通過拉伸彎曲矯直之後,可徹底消除板面的浪邊、浪形、瓢曲及輕度的鐮刀彎,從而,大大改善了薄板的平直度。
2、有利於改善材料的各向異性。低碳鋼的深沖薄板在縱向和橫向上的屈服極限常常存在各向異性。所以在薄板作深沖加工時,由於各部的延伸不同被沖件的各部厚度會產生不均,從而會使被沖件產生裙狀花邊缺陷,由此而導致沖廢率的增高。通過拉伸彎曲矯直之後,會使這種狀況大大得到改善。
對拉矯機的技術要求如下:
(1)能克服結晶器與二冷裝置對鑄坯的阻力,將鑄坯拉出,並能將引錠桿送入結晶器下口。
(2)拉速可調,以滿足不同鋼種和不同鑄坯斷面對拉速提出的不同要求,而上引錠桿時需要有較快的速度。
(3)拉矯輥上下輥之間要有足夠的開口度並能調整,以生產不同斷面的鑄坯。採用剛性引錠桿時應允許引錠桿通過。
(4)上輥應有足夠的壓下力,以滿足拉坯摩擦力和矯直鑄坯的要求。壓力要能調節,以適應不同斷面的要求。要防止對鑄坯加壓過量造成鑄坯缺陷,並且在開澆時從引錠桿過渡到鑄坯時,壓力應迅速轉變,以防將高溫鑄坯壓變形。
近來,隨著高效連鑄技術的發展,許多鑄機採用了多點矯直技術。由於高效連鑄中拉速高,鑄坯的液芯長度很長,需要進行帶液芯矯直。在液相矯直時,鑄坯在兩相區界面處坯殼的強度和允許的變形率極低。採用多點矯直可以把集中在一點的應變數分散到多個點去完成,將矯直的變形率控制在允許的範圍內,防止了鑄坯產生內裂的可能性。
拉矯機的類型和特點如下:
1、牌坊式。早期拉矯機大都像軋鋼機,呈牌坊式;在採用多組拉矯輥時則牌坊連接在一起
2、鉗式。結構簡單、重量輕、調整開口度方便。但由於壓力集中,影響拉速提高。
3、組合式。參見下圖。由於多流連鑄機的發展,需要線外檢修、發展成組合式。
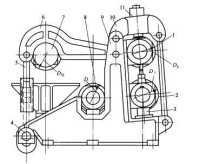
組合式拉矯機
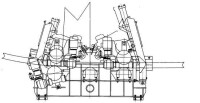
整體機架五輥拉矯機
由於拉矯機長時間處於高溫輻射狀態下工作,為保護設備,通常採用水冷和防護板。如輥子中心通水冷卻,軸承座設水冷卻套,鑄坯周圍設水冷隧道,電機減速機加防護罩等。
1、上崗前,勞保用品必須穿戴整齊。
2、機組人員到崗后對本工序設備做好安全檢查。(電氣,機械,吊具及各操作按鍵是否正常和完好無損)檢查無誤后允許開機工作。
3、禁止操作人員在機器正常運轉時用手或是其他工具觸摸鋼帶或機械設備,以免把手咬入有張力的鋼帶之中或咬入運轉的機械中,造成不必要的人身事故。
4、主機操作人員在開車前,必須得到機前人員的開車指令后,方能啟動機器,嚴禁私自運行機器。
5、工作期間要精神集中,專心致志,不允許玩笑逗樂,玩忽職守,私自脫崗。
6、對影響安全生產的隱患和故障,要及時的通知有關人員予以排除和檢修。
7、所有人員都不能站在正常運轉的卷取機正面,避免高速斷帶造成事故的發生。
8、質檢時機器必須低速運轉,檢查好鋼帶的表面質量和厚度公差。
9、必須嚴格遵守工藝操作規程來完成作業程序。
10、做好本責任區域的衛生,特別是及時的清理地面的油污和雜物,避免摔傷和絆倒人員。
11、天車吊料時,天車一定要放正,嚴禁斜拉歪拽,嚴禁天車超載使用。

基本信息
- 中文名
- 拉矯機
- 外文名
- Pull machine
- 別名
- 拉彎矯直機組
- 運用領域
- 工廠材料加工
- 類別
- 牌坊式、鉗式等
- 功能
- 消除屈服平台、阻止滑移線的形成
- 組成
- 主要由兩組彎曲輥組、一組矯正輥組、幾個轉向輥、一套換輥裝置、輥組升降系統等部分組成
- 安全操作規程
- 上崗前,勞保用品必須穿戴整齊