旋切
旋切
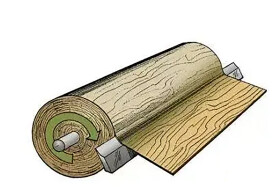
所謂旋切即將木段作定軸迴轉,旋到刀刃平行於木段軸線作直線進給運動,切削沿木材年輪方向進行的切削過程。
英文:Peeling;Rotary cutting
人造板專業術語
旋切是人造板生產流程中最主要的環節,其質量直接影響到人造板的最終質量。
旋切分為有卡旋切和無卡旋切,有卡旋切主要是加工直徑較大的木材,而無卡旋切則是加工小徑原木.
旋切機也是生產單板的主要設備之一,從某種意義上來說,比刨切機使用得更廣泛。旋切機按木段是否繞自身軸線旋轉可分為同心旋切和偏心旋切兩類。同心旋切機中又分為卡軸旋切機和無卡軸旋切機兩種。偏心旋切可獲得美觀的徑向花紋,但生產率比同心旋切低。
旋切機一般體積大而且結構複雜,上機前需要原木定心,若定心不準,開始旋切時會旋出斷續的單板帶或窄單板。碎單板或窄單板越多,損失的材質好的邊材單板也越多,不利於生產的連續化。原木有彎曲、截面不規則和兩端有大小頭(尖削度)等易造成旋出的單板為碎單板,浪費木材。並且當原木直徑減小到一定程度時,就不能再繼續旋切(即剩餘木芯造成木材浪費)。
而刨切機的缺點是:刨切單板的寬度窄,一般為300rnm有特殊要求的場合。
1.低速、大轉矩。與電磁馬達相比,超聲波馬達最顯著的特點是低速下具有大力矩輸出的特性。超聲波馬達的力矩密度(力矩重量比)是電磁馬達力矩密度的100~1000倍以上。
2.結構簡單靈活、運動形式多樣。超聲波馬達一般由定子、轉子(或移動體)兩部分組成,並且可非常方便地將馬達的定子、轉子分別與運動系統中的固定部件和運動部件做為一體。超聲波馬達有圓環、圓板、方板、圓柱和球形等多種靈活的結構形式,並且非常容易實現多種形式的運動,如旋轉運動、直線運動、二維平面運動和三維運動。
3.壽命、雜訊和可靠性問題。由於超聲波馬達的驅動絕大部分是接觸式的,這必然帶來定、轉子間的摩擦損耗問題。
目前,所研製的小功率超聲馬達的連續工作壽命一般在幾千小時左右。超聲波馬達壽命短,可靠性差,以及工作不穩定等是制約其實用化和產業化所需急待解決的問題。但目前在某些特殊工作性質或對馬達有特殊要求的場合,超聲波馬達仍可充分發揮其力矩密度大、結構靈活、無電磁干擾和具有大的靜態保持力矩等特點的優勢。超聲馬達廣泛應用在航空航天、精加工設備、汽車行業、有強磁場或對磁場有要求的科學儀器或醫療器械、精密儀器儀錶、辦公自動化設備、微型機械、軍事工業和半導體加工行業等相關領域。左右或更窄,均需拼接,木材利用率低,而且刨切的生產率僅為旋切的10%左右;目前使用的刨切機僅刨切微薄木。
2 旋切單板和刨切單板的比較
單板加工是膠合板、單板層積材(LVL)等人造板材生產的重要工序,目前國內外單板加工的兩種主要方式是旋切和刨切,相應加工的單板稱之為旋切單板和刨切單板。
旋切單板和刨切單板的厚度取決於各自機器的工藝技術參數。我國旋切單板的厚度大約為0.25~5.5mm國外特殊用途旋切機旋切單板的厚度最厚可達12mm;刨切單板厚度的變化範圍也很廣,為0.2~lOmm。
目前,採用旋切機製造的單板厚度大都在lmm以上,3mm以下,此範圍的單板厚度均勻性較好,對於生產膠合板過程中的施膠等工序方便,不易透膠。旋切單板的幅面大,並且具有美麗的弦向花紋。
現在,隨著人們生活水平的提高,人們對生活質量的要求也越來越高。為了充分利用優質木材,目前多採用刨切的方法製取單板(亦稱薄木)。刨切薄單板紋理美觀、逼真,適於做拼花圖案、膠合板和傢具及建築件的貼面等。
刨切薄木(單板)具有如下優點而備受青睞:①刨切單板不僅具有旋切單板的弦向紋理,還有旋切單板所不具備的美麗大方、最富天然木材真實感且收縮率最小的徑向紋理及半徑向紋理。②由於縱向刨切是沿著木材纖維長度方向,避免了橫向刨切造成的單板裂紋,刨切單板比旋切單板的橫向抗拉強度高,幾乎不出現背裂和板面裂紋,不僅厚度均勻,且光潔程度很好,不需砂光即可直接高檔裝飾貼面,從而提高了單板的強度和表面質量。③與鋸切、旋切單板相比,刨切單板厚度更易達到0.2mm以下,便於向微薄木發展,可更有效地利用珍貴稀有木材,擴大珍貴優質木材的使用面積。
旋切單板一般用於生產膠合板和單板層積材;而刨切單板一般很薄,可覆貼在刨花板、中密度纖維板和膠合板等板材的表面上使用,是高檔傢具、樂器及建築裝飾的主要材料,也是木質人造板二次加工表面粘貼的主要材料。旋切單板和刨切單板都可用來做裝飾材料,一般有徑切木紋和弦切木紋兩種,但徑切木紋比弦切木紋更易被人們所接受。隨著單板層積材生產技術的成熟,其已廣泛應用於建築、傢具和車船製造等行業。採用厚單板製造單板層積材,對於生產工藝和降低成本都是有利的。由於單板厚度的加大,如生產同樣厚固目度的LvL,則可減少單板的層數,從而減少了單板的塗膠量,減少了環境污染(據調查顯示,現在絕大多數膠對人體都有害)。另外,預壓、熱壓、組坯等的時間大大減少,提高了生產率。
日本木下敘幸等人對厚單板旋切做了較為有益的試驗和研究,試驗中單板旋切厚度為lOmm,旋切質量較好。關於厚單板刨切的研究很少,據德國研究人員稱,有的樹種刨切單板可厚達15mm。
3 提高刨切單板和旋切單板質量的方法
3.1 提高刨切單板質量的方法
①改變刨切機的切削運動方式,使刀具相對木材纖維方向做斜向上下往複運動,刀刃實際(工作)楔角變小,切削阻力減小,衝擊不大,刨切輕快,可提高薄板質量。②木射線不發達時,刨切木方時應順年輪刨切;木射線發達時,應逆年輪刨切。③進刀時,採用斜刃切削,減小刨刀振動和單板撕裂,從而提高單板質量。④刀具的材料必須達到一定的硬度和韌性,刀具的研磨角應根據樹種的不同而採用不同的角度。另外,刀具的形狀、刀具和壓尺的相對位置對質量也有很大的影響。
3.2 提高旋切單板質量的方法
①掌握好木段的蒸煮溫度。②使用低合金工具鋼刀具時,必須對其表面進行處理,以提高旋切時刀具所需的硬度和韌性;保證刀具的楔角、后角和刃口鋒利程度達到要求。此外,內外單板的壓榨率和樹種本身也是很重要的因素
基本信息
- 中文名
- 旋切
- 外文名
- Rotary cut
- 詞性
- 名詞