環錠紡
由羅拉牽伸的機械紡紗方法
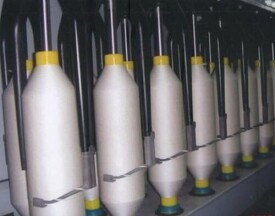
環錠紡紗(ring spinning),是現時市場上用量最多,最通用之紡紗方法,條子或粗紗經牽伸后的纖維條通過環錠鋼絲圈旋轉引入,筒管卷繞速度比鋼絲圈快,棉紗被加捻製成細紗。廣泛應用於各種短纖維的紡紗工程。如普梳,精梳及混紡,鋼絲圈由筒管通過紗條帶動繞鋼領迴轉。進行加捻,同時,鋼領的摩擦使其轉速略小於筒管而得到卷繞。紡紗速度高,環錠紗的形態,為纖維大多呈內外轉移的圓錐形螺旋線,使纖維在紗中內外纏繞聯結,紗的結構緊密,強力高,適用於制線以及機織和針織等各種產品。
環錠紡(精梳)流程:
清花間--梳棉--預並條--條並卷--精梳--頭道並條--二道並條--粗紗--細紗--絡筒
環錠紡(普梳)流程:
清花間--梳棉--頭道並條--二道並條--粗紗--細紗--絡筒
環錠紡與氣流紡的區別:
氣流紡與環錠紡一個是新型紡織技術,一個是老式紡紗技術。氣流紡是氣流紡紗,而環錠紡則是機械紡,就是由錠子和鋼領、鋼絲圈進行加捻,由羅拉進行牽伸。而氣流紡則是由氣流方式輸送纖維,由一端握持加捻。一般來說,環錠紗毛羽較氣流紡偏多,強度較高,品質較好。氣流紡工序短,伸出的毛羽較少,支數和拈度不能很高,價格也較低。
從紗體結構上來說,環錠紡比較緊密,而氣流紡的比較蓬鬆,風格粗獷,適合做牛仔面料,氣流紡的紗一般比較粗。
環錠紡技術優點及應用範圍
環錠紡是最古老的紡紗系統,至少在概念上如此,但技術並不陳舊。現代環錠紡紗機具備了自動化特色,遠比以往需要的勞動力少很多,生產質量也更高。環錠紡紗機生產的紗線為其他系統生產的產品提供了標準。
現在,全球有150萬立達(Rieter)G33環錠紡紗錠正在在運行中,可經濟的生產高質量紗線。該機SERVOgrip落紗系統無需打腳,在開始落紗工藝之前,一定長度的紗線被夾持到SERVOgrip,因此能無障礙的啟動紡紗,減少飛化和清潔紡錠的需要。
基本信息
- 中文名
- 環錠紡
- 外文名
- ring spinning
- 實質
- 最通用之紡紗方法
- 應用範圍
- 環錠紡紗機