網路加工
網路加工
網路加工(network process)是指利用壓縮空氣噴嘴(網路器)對長絲進行噴氣吹絡的加工過程。網路加工是噴氣變形加工的一種。當絲條通過網路器的絲道時。受到與絲條垂直的噴射氣流橫向撞擊,形成與絲條平行的旋渦流,這種旋渦流將絲條加速、開松、旋轉和扭合,從而使絲條的單絲間產生不規則的交絡、混合,形成纏結點(網路結點),製成抱合性和平滑性良好的網路絲。
單位長度(m)內的網路結點數稱網路度,它是衡量網路加工效果和網路絲抱合性能的重要指標。網路度大小與絲條張力、壓縮空氣壓力和絲條速度有關。最佳網路度為20~70個/m(滌綸網路絲)。利用預取向絲進行網路加工,可以增加單絲間抱合力,改善後加工時的退卷性,使拉伸變形加工時不產生毛絲、斷頭和松圈絲。利用拉伸絲和變形絲進行網路加工時,可以省去織造廠的並絲、加捻、上漿等工序,直接上機織造,不但簡化了工藝,而且能減少含纖長絲的蠟狀感和極光效應,使織物有毛感,不易起毛結球,具有獨特的風格。
如下圖所示,當絲條通過網路器的絲道時,受到與絲條垂直的噴射氣流橫向撞擊,產生與絲條平行的渦流,使各單絲產生兩個馬鞍形運動和高頻率振動的波浪形往複。
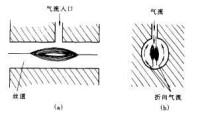
網路生成的原理
網路器的結構形式有封閉式單孔、雙孔網路器和開啟式單孔、雙孔網路器等四種。單孔網路器是基本型,雙孔型網路器是由單孔式改制的,其內芯比單孔式多兩個環形凹槽,可以增大噴射氣流對絲條的作用,從而增大加工範圍。這種網路器結構複雜,較少採用,一般採用不同幾何尺寸的單孔網路器。
封閉式網路器生頭操作複雜,需用吸槍穿絲,但網路效果好,網路器製作簡單。開啟式網路器生頭操作簡單,適用於高速網路加工,但網路器的製造困難,且壓縮空氣耗量大。
典型的封閉式單孔網路器的結構如下圖。網路器網路芯的進氣口與外殼之間可任意旋轉,絲道的出、入口端可互換,在相同的加工條件下,改變裝配方式或角度,可得到最佳的網路效果。網路器絲道的總長度為33.3mm,直徑2mm,壓縮空氣進入孔直徑是1mm。網路芯兩端的氧化鋁陶瓷導絲器用粘結劑膠合。生頭時用吸槍將絲吸入網路芯絲道。
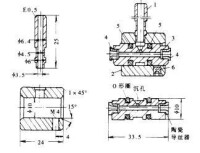
封閉式單孔網路器
對拉伸變形絲和常規紡變形絲進行網路加工,製取網路變形絲(網路低彈絲)的技術應用最廣。除網路器的結構外,尚有壓縮空氣的壓力、加工絲條速度、絲條進出網路器的角度,絲條張力和被加工絲條的纖度和油劑含量等影響網路效果。
1、壓縮空氣壓力
壓縮空氣壓力對網路絲的影響甚大,它除了決定網路絲網路結點的牢度之外,還影響網路度。在壓縮空氣壓力較低的範圍內,隨壓力的增加,網路絲的網路度迅速增加;而當壓縮空氣壓力在3.5×10Pa以上時,網路度的增加逐漸緩慢,直至不再增加。這是由於當壓力剛增加時,噴射氣流對絲條的撞擊力增加,絲道內的流體紊流加劇,從而使絲條產生的高頻振動頻率增加,絲條網路度隨之增加,且網路結點的牢度高,不易鬆散;但壓力增加到一定值后,絲條的高頻振動頻率接近臨界值,因而網路度的增加逐漸緩慢,直到平衡值。
2、網路加工速度
在絲條的網路過程內,網路度隨網路加工速度的增高而降低。這是由於絲條速度提高,而網路器中恆定氣體紊流引起絲條振動的頻率卻不發生變化,單位時間內對絲條產生的網路度一定,從而使絲條單位長度上的網路點減少,網路度降低。
3、絲條張力和超喂率
在網路過程中,絲條的張力愈高,在高頻氣流衝擊下,絲條產生的弦振動愈小,即絲條的開松和絲的旋轉程度下降,從而使網路絲的網路度下降,這在高速加工網路絲時尤為突出。在壓縮空氣壓力及採用的網路器均相同的情況下,常規紡低彈絲得到的網路度幾乎比拉伸絲高1~2倍。這是由於小轉子常規紡變形機的絲條張力及速度要比常規紡拉伸機低許多之故。
基本信息
- 外文名
- network process