剎車間隙自動調整臂
調整剎車間隙至正常的工具
剎車間隙自動調整臂,也稱“自動間隙調整臂”或“自動調整臂”。自動調整臂在國外已是成熟技術,得到了廣泛的應用,近年來,歐洲、美洲等地區的載重車、客車、及掛車製造商均已將其作為整車的標準配置。
根據國家產業改革中《汽車制動系統結構性能和試驗方法》GB12676-1999規定,從2003年10月1日必須強制使用剎車間隙自動調整臂,考慮到目前自動調整臂在國內應用所出現的系列問題,經國家發改委會議研究,法規強制執行的時間推遲到了2004年10月1日。
目前世界上專業生產自動調整臂的最大廠家是瑞典Haldex公司,其全球市場佔有率高達50%,該產品經過二十多年的開發、使用和完善,已經十分成熟。國內的東風車橋有限公司使用的自動調整臂正是在瑞典Haldex公司產品的基礎上作了部分改善而開發得來的。
使用自動調整臂后,車輛行駛時具有如下特徵:
1、確保車輪具有恆定的剎車間隙,剎車安全可靠;

車輛使用自動調整臂的特點
3、制動前制動分泵推桿始終處於初始位置,確保了最佳的剎車力矩;
4、使所有車輪的制動效果一致、穩定;
5、減少了壓縮空氣的消耗量,延長了空壓機、制動分泵和壓縮空氣系統中其它部件的壽命;
6、減少材料消耗,延長了剎車部件的使用壽命;
7、安裝使用方便,減少了人工維修次數,提高了經濟效益;
8、調整機構被封閉在殼體之內受到很好的保護,從而避免了受潮、臟物及碰撞等。
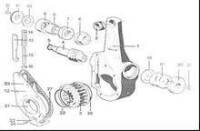
自動調整臂的結構
1、殼體
4、齒條、控制環、螺旋壓縮彈簧
設計思想
自動調整臂的功能應該是精確記錄由於摩擦襯片磨損引起的間隙增加量,並且精確地將剎車間隙調整至正常的工作範圍。
制動時的角行程
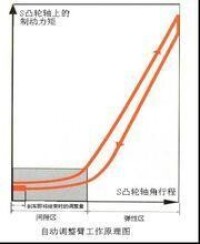
自動間隙調整臂的工作原理
1、間隙角度,對應於制動鼓和摩擦襯片的正常間隙;
2、超量間隙角度,對應於因摩擦襯片磨損而增加的間隙;
3、彈性角度,對應於由制動鼓、摩擦襯片以及制動分泵和制動系統動力傳動時引起的彈性。
間隙自動調整時應盡量避開角行程中的彈性角度。若不區別超量間隙角度與彈性角度,一律隨時加以補償,將會造成調整過頭,以致引起“拖磨”甚至“抱死”。
自動調整臂工作過程
繼續剎車時,凸輪角行程進入彈性變形區,制動力矩急劇上升,直至車停住。鬆開踏板,剎車回程,制動力矩下降,凸輪角行程回到間隙區。自動調整臂根據剎車時記錄的超量間隙,內部調整機構通過蝸輪帶動凸輪軸轉過一定角度,從而完成一次調整。
●帶控制臂和限位支架的剎車間隙自動調整臂的安裝及拆卸
一、安裝:
1、安裝前,確保制動氣室推桿處於初始位置。
2、將隔離襯套裝到凸輪軸上,貼近氣室支架凸輪軸孔端面,以保證剎車間隙自動調整臂(以下簡稱調整臂)與支架之間合適的間隙。
3、將調整臂安裝到凸輪軸花鍵部分上,應確保調整臂殼體上箭頭所指方向與氣室推桿前進方向一致,對花鍵時儘可能使調整臂接近氣室推桿聯接叉。順時針旋轉調整臂蝸桿的六方頭,使調整臂逐漸轉入聯接叉內,直至聯接叉銷孔與調整臂上的銷孔自然對正,然後將圓柱銷輕鬆插入並通過聯接叉和調整臂銷孔,鎖上開口銷(注意:安裝過程中不能改變氣室推桿初始位置;連接叉銷孔與調整臂上的銷孔一定要自然對正)。
4、將調整臂的控制臂向其上箭頭所示方向推動,直至推不動為止,目的是為了確保剎車襯片與制動鼓之間的設定間隙。
5、將限位支架預安裝在指定位置,再將控制臂與限位支架角向可靠聯接,上,最後緊固限位支架於車橋上,緊固力矩不小於20N.m(注意:安裝過程中控制臂的角向位置不能改變,並且保證控制臂的自然形狀,不產生附加應力)。
6、HALDEX公司的改進型剎車間隙自動調整臂,可先將限位支架緊固於指定位置上,緊固力矩不小於20N.m,然後將控制臂推到限位支架方位,再與其角向可靠聯接,其它要求不變。
8、用扳手順時針旋轉調整臂蝸桿的六方頭,直到轉不動為止,此時剎車蹄片和剎車鼓接觸,然後再逆時針旋轉該蝸桿的六方頭1圈(此時轉動力矩較大,有咔咔的響聲),嚴禁使用風動或電動工具旋轉調整臂蝸桿的六方頭。
9、檢查制動器總成間隙,若出現下列情況之一者,則需重新裝配或更換制動器零部件,並再按本條進行檢查:①單個制動器總成上下蹄片中部間隙值相差大於0.3mm;②左右制動器總成上下蹄中部對應點間隙值趨勢不一致(如:左制動器上蹄間隙值大,下蹄間隙值小,而右制動器上蹄間隙值小,下蹄間隙值大;或左制動器上蹄小下蹄大,而右制動器上蹄大下蹄小)。
二、拆卸:
1、拆下制動氣室聯接叉與調整臂聯接的開口銷、圓柱銷。
2、拆去控制臂與限位支架之間的聯接螺柱、螺母、彈簧墊圈及平墊圈。
3、拆去凸輪軸軸端的調整墊片及開口銷(或軸向限位板、彈簧墊圈及固定螺栓)。
4、用扳手逆時針方向旋轉調整臂蝸桿的六方頭(此時轉動力矩較大,有咔咔的響聲),使調整臂逐漸從連接叉中移出,最後拆掉調整臂。
●不帶控制臂和限位支架的剎車間隙自動調整臂的安裝及拆卸
一、安裝:
1、安裝前,拆掉氣室自帶的聯接叉,確保制動氣室推桿處於初始位置。
2、將隔離襯套裝到凸輪軸上,貼近氣室支架凸輪軸孔端面,以保證剎車間隙自動調整臂(以下簡稱調整臂)與支架之間合適的間隙。
3、將調整臂上自帶的專用聯接叉拆掉,將其與氣室推桿聯接在一起,並鎖緊氣室推桿上的備緊螺母,並再次確保制動氣室推桿處於初始位置。
4、將拆掉專用聯接叉的調整臂安裝到凸輪軸花鍵部分上,應確保調整臂殼體上箭頭所指方向與氣室推桿前進方向一致,對花鍵時儘可能使調整臂接近裝配到氣室推桿上的聯接叉。用扳手旋轉調整臂蝸桿的六方頭(可輕按齒條,防止掉出),使調整臂逐漸轉入連接叉內,直至聯接叉大銷孔與調整臂上手柄部分的銷孔自然對正,然後將圓柱銷輕鬆插入。
5、再反方向旋轉調整臂蝸桿的六方頭(力量比上述旋轉力量明顯沉重,並輕按齒條),仔細地將聯接叉的小銷孔與調整臂上齒條的銷孔自然對正,然後將小圓柱銷輕鬆插入。
6、將各圓柱銷的平墊圈、開口銷裝好。
7、檢查調整臂的安裝角度,應保證調整臂蝸輪中心到調整臂手柄部分銷孔中心的連線與氣室推桿夾角在95°~105°範圍內,否則應重新調整。若角度大於105°,應將連接叉再擰出若干圈;若小於95°,應將聯接叉再擰進若干圈(擰后切記要鎖緊氣室推桿上的備緊螺母)。
8、在凸輪軸軸端裝上調整墊片及開口銷(或軸向限位板、彈簧墊圈及固定螺栓),確保調整臂在凸輪軸軸向有0.5~2mm的間隙,否則重新調整。
9、用扳手旋轉調整臂蝸桿的六方頭,直到轉不動為止,此時剎車蹄片和剎車鼓接觸,然後再反方向旋轉該蝸桿的六方頭1圈,嚴禁使用風動或電動工具旋轉調整臂蝸桿的六方頭。
10、檢查制動器總成間隙,若出現下列情況之一者,則需重新裝配或更換制動器零部件,並再按本條進行檢查:①單個制動器總成上下蹄片中部間隙值相差大於0.3mm;②左右制動器總成上下蹄中部對應點間隙值趨勢不一致(如:左制動器上蹄間隙值大,下蹄間隙值小,而右制動器上蹄間隙值小,下蹄間隙值大;或左制動器上蹄小下蹄大,而右制動器上蹄大下蹄小)。
二、拆卸:
1、拆下專用聯接叉與調整臂聯接的開口銷、圓柱銷。
2、拆去凸輪軸軸端的調整墊片及開口銷(或軸向限位板、彈簧墊圈及固定螺栓)。
3、用扳手旋轉調整臂蝸桿的六方頭,使調整臂逐漸從連接叉中移出,最後拆掉調整臂。

基本信息
- 中文名
- 剎車間隙自動調整臂
- 別名
- 自動間隙調整臂、自動調整臂
- 運用領域
- 載重車、客車、及挂車等
- 功能
- 精確記錄由於摩擦襯片磨損引起的間隙增加量,並且精確地將剎車間隙調整至正常的工作範圍。
- 原理
- 自動調整臂根據剎車時記錄的超量間隙,內部調整機構通過蝸輪帶動凸輪軸轉過一定角度,從而完成一次調整。
- 組成
- 殼體、蝸輪、蝸桿、單向離合器總成、齒條、控制環、螺旋壓縮彈簧
- 特點
- 剎車安全可靠