等離子弧
等離子弧
對自由電弧的弧柱進行強迫“壓縮”,從而使能量更加集中,弧柱中氣體充分電離,這樣的電弧稱為等離子弧。等離子弧又稱壓縮電弧。它不同於一般的電弧,一般電弧焊所產生的電弧,因不受外界的約束,故也稱它為自由電弧。通常,提高弧柱的溫度是通過增大電弧功率的方法來解決,但自由電弧的溫度都不高,一般平均只有6000~8000K左右。
等離子電弧是由等離子弧發生裝置產生的(下圖)。
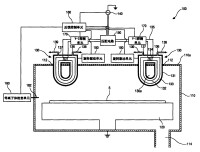
等離子弧發生裝置
等離子弧是通過以下三種壓縮作用獲得的:
1、機械壓縮,它利用水冷噴嘴孔道限制弧柱直徑,來提高弧柱的能量密度和溫度。
2、熱收縮,由於水冷噴嘴溫度較低,從而在噴嘴內壁建立起一層冷氣膜,迫使弧柱導電端而進一步減小,電流密度進一步提高,弧柱這種收縮謂之“熱收縮”,也可叫做“熱壓縮”。
3、磁收縮,弧柱電流本身產生的磁場對弧柱有壓縮作用(即磁收縮效應)。電流密度愈大,磁收縮作用愈強。
按電源聯接方式,等離子弧有非轉移型、轉移型和聯合型三種形式(見下圖):
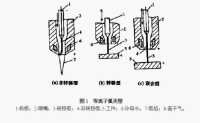
等離子弧類型
非轉移型離子弧
鎢極接電源負極,噴嘴接電源正極,等離子弧體產生在鎢極與噴嘴之間,在離子氣流壓送下,弧焰從噴嘴中噴出,形成等離子焰(圖1a)。
轉移型等離子弧
鎢極接電源負極,工件接電源正極等離子弧體產生於鎢極與工件之間(圖1b)。轉移弧難以直接形成,必須先引燃非轉移弧,然後才能過渡到轉移弧,金屬焊接、切割幾乎都是採用轉移型弧,因為轉移弧能把更多的熱量傳遞給工件。
聯合型等離子弧
工作時非轉移弧和轉移弧同時並存,則稱之謂聯合型等離子弧(圖1c)。主要用於微束等離子弧焊和粉末堆焊等方面。
等離子弧主要有以下三方面的應用:
1、等離子弧切割。用等離子弧作為熱源、藉助高速熱離子氣體熔化和吹除熔化金屬而形成切口的熱切割。 2、等離子弧焊接。是藉助於水冷噴嘴對電弧的拘束作用,從而獲得較高能量密度的等離子弧進行焊接的方法。 3、等離子弧噴塗。用等離子弧進行工件表面噴塗耐高溫、耐磨損、耐腐蝕的高熔點金屬或非金屬塗層,還可以作為金屬表面熱處理的熱源。

基本信息
- 中文名
- 等離子弧
- 別名
- 壓縮電弧
- 原理
- 由等離子弧發生裝置產生
- 分類
- 有非轉移型、轉移型和聯合型
- 獲得方式
- 機械壓縮、熱收縮、磁收縮