塑煉
塑煉
塑煉是指通過機械應力、熱、氧或加入某些化學試劑等方式,使橡膠由強韌的高彈性狀態轉變為柔軟的塑性狀態的過程。(不加配合劑,以改變橡膠的彈塑性為目的)
目錄
橡膠加工的一個工序,指採用機械或化學的方法,降低生膠分子量和粘度以提高其可塑性,並獲適當的流動性,以滿足混煉和成型進一步加工的需要。塑煉過程是使橡膠大分子鏈斷裂,分子鏈由長變短而使分子量分佈均勻化的過程。在塑煉過程中導致大分子鏈斷裂的因素主要有兩個:一是機械破壞作用;二是熱氧化降解作用。低溫塑煉時,主要是由於機械破壞作用,大分子在強烈的機械力作用下發生斷鏈;高溫塑煉時,熱氧化降解作用佔主導地位。
塑煉可分為機械塑煉法和化學塑煉法。機械塑煉法主要是通過開放式煉膠機、密閉式煉膠機和螺桿塑煉機等的機械破壞作用。化學塑煉法是藉助化學增塑劑的作用,引發並促進大分子鏈斷裂。這兩種方法在生產實踐中往往結合在一起使用。
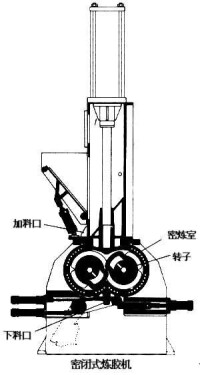
開放式煉膠機是一種傳統的塑煉設備。生膠在煉膠機兩個旋轉輥筒間,憑藉前後輥相對速度不同(常用速度比為)所產生的剪切力使橡膠大分子斷裂,從而達到增塑的目的。此法效率低、勞動強度大,僅小型企業中仍有使用。目前,多數工廠採用密閉式煉膠機(即密煉機)進行塑煉(見圖)。密煉機的主要工作部分為密煉室,內裝兩個帶突棱的旋轉轉子。橡膠在密煉室中受到轉子之間及轉子與室壁之間的劇烈機械作用而降解,從而達到提高塑性的目的。通常在密煉機塑煉時還加入增塑劑(如五氯硫酚等)以縮短塑煉時間,提高塑煉效率。
塑煉
塑煉