鍛造流線
鍛造流線
鍛造流線也稱流紋,在鍛造時,金屬的脆性雜質被打碎,順著金屬主要伸長方向呈碎粒狀或鏈狀分佈;塑性雜質隨著金屬變形沿主要伸長方向呈帶狀分佈,這樣熱鍛后的金屬組織就具有一定的方向性。流線分佈可根據鍛造工藝改進進行優化,良好的流線可以使鍛件機械性能更好。相反,如果流線有重大缺陷,如亂流穿流金屬流線亂等現象出現,會影響的鍛件力學性能。
鍛造流線
鍛造流線使金屬的性能呈各向異性,在與流線平行的方向上抗拉強度較高而抗剪強度較低;在與流線垂直的方向上抗拉強度較低而抗剪強度較高。因此,在設計和製造機器零件時,必須考慮鍛造流線的合理分佈,使零件工作時的正應力與流線方向一致,切應力與流線方向垂直,這樣才能充分發揮材料的潛力。
鍛造流線
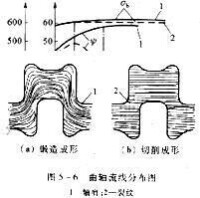
例如,吊鉤採用彎曲工序成形時,就能使流線方向與吊鉤受力方向一致,從而可提高吊鉤承受拉伸載荷的能力。鍛造比在鍛造生產中,金屬變形程度的大小常以鍛造比“Y”來表示,即以變形前後的長度比、截面積比或高度比來反映金屬的變形程度。當Y<2時,組織被細化,力學性能在各個方向上均有顯著提高,各向異性不明顯;當y=2~5時,流線組織明顯,產生顯著的各向異性;當Y>5時,性能惡化。故在鍛造零件毛坯或鋼錠時,應根據需要選擇合理的鍛造比,一般鋼製鍛件的鍛造比為Y=1.1~1.3。

基本信息
- 中文名
- 鍛造流線
- 別名
- 流紋
- 作用
- 金屬性能呈現異向性
- 分佈
- 碎粒狀或鏈狀分佈
- 鍛造時
- 金屬的脆性雜質被打碎