超調量
超調量
超調量是指輸出量的最大值減去穩態值,與穩態值之比的百分數,二階系統穩態輸出為最大輸出在峰值時為最大,把tm代入輸出公式,減1除t等於把 代入,可求出%表達式。超調量是控制系統動態性能指標中的一個,是線性控制系統在階躍信號輸入下的響應過程曲線也就是階躍響應曲線分析動態性能的一個指標值。對於穩定的定值調節系統來說,過渡過程的最大偏差就是被調參數第一個波峰值與給定值的差A。控制系統品質指標——最大偏差(或超調量)表示被調參數動態偏離給定值的最大程度。超調量只與阻尼比與有關。
或最大偏差maximum deviation。
偏差是指被調參數與給定值的差。對於穩定的定值調節系統來說,過渡過程的最大偏差就是被調參數第一個波峰值與給定值的差A。隨動調節系統中常採用超調量這個指標B。在y(∞)不等於給定值時:
超調量=[Y(tp)—Y(∞)]/Y(∞)×100%
A—最大偏差;B—超調量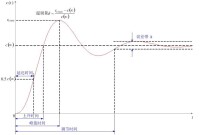
超調量
控制系統品質指標——最大偏差(或超調量)表示被調參數動態偏離給定值的最大程度。最大偏差或超調量愈大,系統偏離生產規定的狀態愈遠,對
一些有危險限制的控制系統是不允許的。如反應器中的化合物混合濃度在接近爆炸極限區反應、觸媒工作在接近燒結溫度等場合,都應嚴格禁止操作,控制過速造成工藝指標超出允許的最大偏差,哪怕是最短暫的超過界限,也可能釀成慘重的災禍。
對於一個自然振蕩頻率為ω0、衰減係數為ξ的二階系統來說,在受到單位階躍干擾δ(t)=l(t)后,被調參數變化過程的數學表達式是:
超調量只與阻尼比與有關。對於RLC二階系統,阻尼比ξ=L/2R * sqrt(1/(LC)),ξ越大,超調量越小。
每個機架的修正都是獨立控制的,因此允許帶鋼熱連軋厚度自動控制系統(MN-AGC)增益儘可能高,但這可能會產生厚控系統超調,從而相對超調量來講,對於變化較小的帶鋼的中間部分,有一些小超調量是可以接收的,但對於帶鋼頭部來講,由於厚差較大,從而可能會產生較大的厚度偏差,此時要求MN-AGC進行快速修正可能會導致無法接受的厚差超調。當對一個很大的初始誤差(可以達到50%)進行修正時,所有上游機架的修正值將被保持幾秒鐘,這一控制策略允許MN-AGC通過使用所有機架對頭部厚差進行快速修正,並且選擇性地去掉一些修正量以對MN-AGC的超調量進行抑制。圖1中給出了如何通過對超調量進行抑制來減少超調的控制過程曲線。

基本信息
- 系統
- 線性控制系統
- 別名
- 最大偏差
- 中文名
- 超調量
- 意義
- 控制系統動態性能指標中的一個
- 評價
- 阻尼程度
- 外文名
- overshoot