共找到13條詞條名為LD的結果 展開
LD
一種鍊鋼方法
LD法是氧氣頂吹轉爐鍊鋼法的一種簡稱。起源於歐洲,以對氧氣頂吹轉爐鍊鋼做了大量工業規模試驗研究和建成世界第一個30t氧氣頂吹轉爐車間的奧地利城市林茨(Linz)和多年研究氧氣鍊鋼的冶金學者杜勒爾(Durrer)的第一個字母命名。另一說法是以第一和第二個氧氣頂吹轉爐車間建設地林茨(Linz)和多納維茲(Donawitz)的第一個字母命名。
轉爐構造主要包括爐殼、托圈、耳軸及傾動機構,如下圖所示:
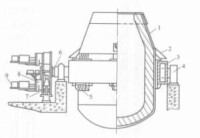
氧氣頂吹轉爐構造
2、托圈。托圈與爐殼相連,主要作用是支撐爐體,傳遞傾動力矩。大、中型轉爐托圈一般用鋼板焊成箱式結構,可通水冷卻。托圈與耳軸連成整體。
3、耳軸。轉爐工藝要求爐體應能正反旋轉360°,在不同操作期間,爐子要處於不同的傾動角度。為此,轉爐有兩根旋轉耳軸,一側耳軸與傾動機構相連而帶動爐子旋轉。為通水冷卻托圈、爐帽及耳軸本身,將耳軸製成空心的。耳軸和托圈用法蘭、螺栓或焊接等方式連接成整體。
4、傾動機構。傾動機構由電動機和減速裝置組成。其作用是傾動爐體,以滿足兌鐵水、加廢鋼、取樣、出鋼和倒渣等操作的要求。該機構應能使轉爐爐體正反旋轉360°,並能在啟動、旋轉和制動時保持平穩,能準確地停在要求的位置上,要安全可靠。
由於氧氣頂吹轉爐吹氧時間短和爐子容量的大型化,使頂吹轉爐車間具有以下特點:
1、吹煉時間短、生產率高,因此每晝夜出鋼爐數多,兌鐵、加料、倒渣、出鋼、澆注等操作頻繁,原材料、鋼水、爐渣等的吞吐量大。
2、運輸複雜,數量大。其數量相當於鋼產量的3~5倍,而且批量小、批次多、運輸品種多。因此,各種物流不得不盡量避免交叉而設置專業化線路,並採用多層平面運輸。
3、溫度高、煙塵大,需配置高效能的通風除塵設備。
4、因吹煉速度快,要求有準確、可靠的計量通訊設備。
為了保證轉爐正常地進行連續生產,各種原材料的供應以及鋼水、爐渣的處理必須有足夠的設備,而且工作要安全可靠。這些設備的布置和車間內各物料的運輸流程必須合理。同時,車間內轉爐的座數也不宜過多,以避免各種設備在操作時互相干擾。目前世界上大多數轉爐車間均採用以下2種布置方案;2座轉爐經常保持1座吹煉(簡稱“二吹一”);3座轉爐經常保持2座吹煉(簡稱“三吹二”)。車間廠房布置多為多跨間,主要有:
(1)原料跨。主要是組織鐵水和廢鋼的供應、爐渣和垃圾的運出。
(2)轉爐跨。主要是布置轉爐及其傾動機構。同時,在轉爐作業平台上方設多層工作平台,安裝輔助材料的供應設施、氧氣系統和部分或者全部煙氣處理設備。
頂吹轉爐冶鍊操作分單渣法、雙渣法和留渣法。目前多用鐵水預處理(鐵水兌入轉爐前的脫硅、脫磷、脫硫等操作)與單渣法相配合。
單渣法就是在吹煉過程中只造一次渣,中途不扒渣、不放渣,直到終點出鋼。單渣法的優點是操作簡單,易於實現自動控制,熔煉時間短和金屬收得率高。其缺點是脫磷、脫硫能力較差,所以適用於吹煉磷、硫、硅含量較低的鐵水或對磷、硫含量要求不高的鋼種。
通常將冶鍊相鄰兩爐鋼之間的間隔時間(從裝入鋼鐵料至倒渣完畢)稱為一個冶鍊周期。一個冶鍊周期一般為20~40min。單渣法冶鍊周期由裝料、吹煉和出鋼三個階段組成。
1、裝料期
先將上一爐的爐渣倒凈,檢查爐體,進行必要的補爐和堵好出鋼口,然後開始裝料,一般先裝入廢鋼,之後再兌入鐵水。
2、吹煉期
根據吹煉期金屬液成分、爐渣成分和熔池溫度的變化規律,吹煉期又可大致分為吹煉前期、吹煉中期和吹煉後期。
(1)吹煉前期:也稱為硅、錳氧化期或造渣期,此期大約在開吹后的4~5min內。本期主要是硅、錳、磷的氧化,初渣的形成並乳化起泡。開吹后3min左右,硅、錳就氧化到很低含量,繼續吹氧則不再氧化,而錳在後期稍有回升的趨勢。
本期脫磷速度最快,約每分鐘脫磷質量分數w(P)為0.007%~0.021%,但脫硫較少。由於熔池平均溫度通常較低(<1500℃),且硅、錳含量還較高,所以脫碳速度是逐漸增加的。
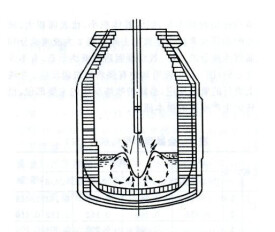
(2)吹煉中期:也稱為碳氧化期。大約在碳的質量分數達到3.0%~3.5%時進入吹煉中期,此時脫碳反應劇烈,碳焰長而白亮(因CO氣體自爐口噴出時與周圍空氣相遇而發生氧化燃燒)。這時應供氧充足,並分批加入鐵礦石和第二批造渣材料,防止爐渣“返干”(即爐渣中FeO含量過低,有一部分高熔點微粒析出而使爐渣變黏稠)而引起嚴重的金屬噴濺。
本期脫碳速度最快,一般每分鐘脫碳質量分數w(C)為0.1%~0.4%。本期也是脫硫的最好時期。若爐渣流動性好,沒有“返干”現象,仍能每分鐘去磷0.002%~0.01%。
(3)吹煉後期:也稱拉碳期。當碳的質量分數小於0.3%~0.7%時,進入吹煉後期。本期鋼液含碳量已大大降低,脫碳速度明顯減弱,火焰短而透明。若爐渣鹼度高,流動性又好,仍然能去除磷和硫。
吹煉後期的任務,是根據火焰狀況、吹氧數量和吹煉時間等因素,按所鍊鋼號的成分和溫度要求確定吹煉終點。當碳含量符合所鍊鋼種的要求時即可提槍停止吹煉,即“拉碳”。
3、出鋼期
出鋼時倒下爐子,先向爐內加入部分錳鐵,然後打開出鋼口並進行擋渣出鋼(以避免回磷和回硫),將鋼水放入鋼水包。出鋼期間進行鋼液的脫氧和合金化,一般在鋼水流出總量的1/4時開始向鋼液中加入鐵合金。至流出總量的3/4以前全部加完。根據是鎮靜鋼或是沸騰鋼以及當時鋼水的沸騰情況,向鋼包內加入適量的錳鐵或硅鐵,並用鋁(錠)使鋼液最後脫氧。鋼水放完,運走鋼水包后,將爐渣倒入渣罐中。至此為一爐鋼的冶鍊操作過程,即一個冶金周期。
氧氣頂吹轉爐鍊鋼的優點如下:
1、冶鍊周期短,生產效率高。氧氣頂吹轉爐鍊鋼的冶鍊周期短,約為30min,其中純氧吹煉時間僅為20min左右。一座經常吹煉的氧氣頂吹轉爐,其每公稱噸位的年生產能力可達1.1萬~1.5萬t。
2、產品品種多,質量好。氧氣頂吹轉爐能熔煉平爐冶鍊的全部鋼種和電爐熔煉的部分鋼種。氧氣頂吹轉爐鋼中氣體和非金屬夾雜物的含量低,其深沖性能、延展性和焊接性能好,適宜軋制板帶鋼、鋼管和線材,並適宜拉絲,而這類鋼材往往占鋼材總量的50%~60%或更多。
3、熱效率高且不需要外部熱源。其熱源是鐵水物理熱和吹煉過程中反應放熱,此部分熱量還有富餘。
4、產品成本低。氧氣頂吹轉爐由於不需要外部熱源且熱效率較高,故其成本較低。
5、對原料的適應性強。氧氣頂吹轉爐能吹煉低、中、高磷鐵水,還能吹煉含釩、鈦等特殊成分的鐵水。
6、基建投資少,建設速度快。氧氣頂吹轉爐車間設備比較簡單,佔地面積和需要的重型設備數量比平爐車間少,因而基建投資比相同生產能力的平爐車間低30%~40%,而且生產規模越大,基建投資就越少。
7、有利於開展綜合利用和實現自動化。氧氣頂吹轉爐的爐氣和爐塵可回收並加以綜合利用。由於其機械化程度高,也有利於實現操作控制自動化。
基本信息
- 外文名
- LD process