插齒機
插齒機
插徠齒機,是一種金屬切削機床,是使用插齒刀按展成法加工內﹑外直齒和斜齒圓柱齒輪以及其它齒形件的齒輪加工機床。

插齒機
插齒機主要用於加工多聯齒輪和內齒輪﹐加附件后還可加工齒條。在插齒機上使用專門刀具還能加工非圓齒輪﹑不完全齒輪和內外成形表面﹐如方孔﹑六角孔﹑帶鍵軸(鍵與軸聯成一體)等。加工精度可達7~5級 ﹐最大加工工件直徑達12米。
插齒機分立式和卧式兩種﹐前者使用最普遍。立式插齒機又有刀具讓刀和工件讓刀兩種形式。高速和大型插齒機用刀具讓刀﹐中小型插齒機一般用工件讓刀。在立式插齒機上﹐插齒刀裝在刀具主軸上﹐同時作旋轉運動和上下往複插削運動﹔工件裝在工作台上﹐作旋轉運動﹐工作台(或刀架)可橫向移動實現徑向切入運動。刀具回程時﹐刀架向後稍作擺動實現讓刀運動或工作台作讓刀運動。加工斜齒輪時﹐通過裝在主軸上的附件(螺旋導軌)使插齒刀隨上下運動而作相應的附加轉動。20世紀60年代出現高速插齒機﹐其主要特點是採用硬質合金插齒刀﹐刀具主軸的衝程數高達2000次/分﹔採用靜壓軸承和靜壓滑塊﹔由刀架擺動讓刀﹐以減少衝擊。卧式插齒機具有兩個獨立的刀具主軸﹐水平布置作交錯往複運動﹐主要用來加工無空刀槽人字齒輪和各種軸齒輪等。此外﹐還有使用梳齒刀的插齒機﹐工作時梳齒刀作往複切削運動和讓刀運動﹐工件作相應的轉動﹐並在平行於梳齒刀節線方向上作直線運動﹐兩者構成展成運動﹐工件的分齒是間歇的。
使用齒輪形插齒刀的插齒機,加工原理類似一對相嚙合的圓柱齒輪。其中一個是工件;另一個是特別的齒輪,它的模數和壓力角與被加工齒輪完全相同,但每個齒的漸開線齒廓和齒頂上都作成刀刃——頂刃和兩個側刃,並有相應的前角、后角,這就是齒輪形插齒刀。
插齒原理
插齒機
插齒機
徠插齒機
插齒機
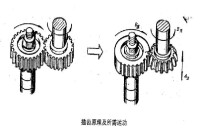
右圖表示插齒原理及加工時所需的表面成形運動。其中:插齒刀的旋轉 運動 和工件的旋轉運動 組成 複合運動——展成運動,形成工件的漸開線齒廓;插齒刀的往複運動 形成工件齒長方向的導線,是一個簡單運動,也是插齒時的主運動。
插齒機
插齒機
插齒時,首先是插齒刀相對工件作徑向切入,直到全齒深時停止切入,複合運動,切齒深到位時,工件再轉過一圈后,齒輪加工完備,然後插齒刀與工件快速分開,機床自動停止。此外,插齒刀的往複運動,向下是切割,向上是空程,為了在空程時減少刀刃的磨損,插齒刀在空程時要有讓刀運動。
| 技術參數表 | |
|---|---|
| 最大工件直徑外齒/內齒 | 800/1100mm |
| 最 大 模 數 | 12mm |
| 最 大 齒 寬 | 200mm |
| 插齒刀最大衝程長度 | 220mm |
| 插齒刀主軸衝程數(無級) | 50-400stroke/min |
| 插齒刀行程位置調整量 | 50mm |
| 圓周進給量(無級)(刀具直徑125) | 0.02-0.9mm/stroke |
| 徑向徑給量(無級) | 0-1000mm/min/0-500mm/min |
| 插齒刀讓刀量 | ≥ 0.5mm |
| 插齒刀安裝軸頸直徑 | 31.743mm |
| 刀架提拉行程 | 250mm |
| 工作檯面直徑 | 900mm |
| 工 作 台 孔 徑 | 160mm |
| 插齒刀軸心線至工作台軸心線的距離 | 0-750mm |
| 插齒刀安裝端面至工作檯面距離 | 200-720mm |
| 總 功 率 | 22kw |
| 外 型 尺 寸 | 3000x2000x3000(mm) |
| 重 量 | 15000kg |
