連鑄連軋
節約能源的鋼鐵軋制工藝
連鑄連軋全稱連續鑄造連續軋制(英文:Continue Casting Direct Rolling,簡稱CCDR),是把液態鋼倒入連鑄機中鑄造出鋼坯(稱為連鑄坯),然後不經冷卻,在均熱爐中保溫一定時間后直接進入熱連軋機組中軋製成型的鋼鐵軋制工藝。
連鑄連軋,巧妙鑄造軋制藝合,傳統鑄造鋼坯加熱爐加熱再進行軋制的工藝具有簡化工藝、改善勞動條件、增加金屬收得率、節約能源、提高連鑄坯質量、便於實現機械化和自動化的優點。
連鑄連軋藝今軋制板材、材。
流連鑄連軋產線司( ),達涅司( ),奧鋼聯司。
右圖為德國西馬克公司的薄板廠連鑄連軋CSP生產線,從遠處到近處分別為連鑄機、均熱爐、熱連軋機組、層流冷卻。
3.用飛剪對連鑄坯進行定尺剪切,剪切成定尺長度的連鑄坯送入隧道均熱爐中;
4.連鑄坯在隧道均熱爐中緩慢前進,以保證連鑄坯溫度均勻和恆定;(註:隧道均熱爐的長度通常在100-200米之間,甚至更長達到250m)
5.連鑄坯從隧道均熱爐的另一端出來後進入熱連軋機組中軋制;
6.經軋製成型后的鋼材進入水冷段進行層流冷卻;
7.經過層流冷卻后的鋼材進入卷取機中卷取;
8.捲成捲筒狀的鋼材由天車運送入成品庫中存放。
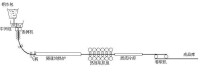
連鑄連軋工藝流程圖

基本信息
- 中文名
- 連鑄連軋
- 外文名
- Continue Casting Direct Rolling
- 簡介
- 節約能源、提高連鑄坯質量等
- 簡稱
- CCDR
- 全稱
- 連續鑄造連續軋制