熱風焊接法
熱風焊接法
熱風焊接法是用經過預熱的壓縮空氣或惰性氣體加熱塑料焊件和焊條,使它們達到粘稠狀態,在不大的壓力下進行焊接的方法。
熱風焊接法主要用於聚氯乙烯、聚烯烴、聚甲醛、尼龍等塑料的焊接,也可用於聚苯乙烯、ABS、聚碳酸酯、氯化聚醚、氯化聚乙烯等塑料的焊接。
熱風焊接的設備,主要有供氣系統和焊槍等。
1、供氣系統
主要由空氣壓縮機、貯壓罐及空氣過濾器等組成。過濾器的作用是除去空氣中的水分、·灰塵和油脂,有利於提高焊縫強度和延長焊槍使用壽命。空氣壓縮機的壓縮量一般為2-6m /h,用於快速焊槍時為12m /h。所採用的氣體,隨塑料的品種而異,對於一般的塑料來說,可採用空氣,而對於易氧化的塑料,如聚乙烯,聚丙烯等,最好採用氮.氣或二氧化碳等惰性氣體。
2、焊槍
焊槍主要可分為氣焊槍、電焊槍和快速焊槍等三種。
氣焊槍是用可燃氣體的燃燒加熱送入的壓縮空氣。電焊槍是用電熱絲加熱送入的壓縮空氣。快速焊槍是經改進提高空氣用量的電;焊槍。電焊槍的工作效率不及氣焊槍,但無發生火災和爆炸和危險,安全係數比氣焊槍高。快速焊槍一般不能用於厚度小於2mm的焊件。
焊條的化學成分通常與焊件全部相同或基本相同。焊條的化學成分對焊縫強度有較大影響。增塑劑的含量越少,焊縫係數越大,但焊條在焊接時塑化也就越差,焊接速度就越慢;而增塑劑的含量越多,則焊縫係數越小,且耐腐蝕性也隨之變差。一般採用增塑劑含量在7%-10%為宜。
焊條截面形狀一般多為圓形,有單焊條與雙焊條之分。雙焊條為雙圓條並聯,中間有槽。另外還有三角形和梯形焊條。焊條的直徑一般不宜大於3.5mm,以免焊條塑化不好,外表和內部受熱不勻,導致開裂。
聚氯乙烯(PVC)防水卷材單層空鋪點式機械固定熱風焊接法鋪貼,作業小組一般由4人組成,人均日工效約80~100m 。其各工序操作要點如下。
熱風焊接法鋪貼卷材的搭接縫焊接分為單道縫和雙道縫,長、短邊搭接縫寬度尺寸為50mm以上,如圖4—51所示。因此,應按照寬度要求在基層上彈出基準線,並按此基準線進行卷材鋪貼。
1、鋪放卷材
在大面積上鋪貼卷材時將卷材按待鋪位置鋪放平整、順直,搭接部位要尺寸準確,並應排除卷材下面的空氣,不得有皺摺現象。
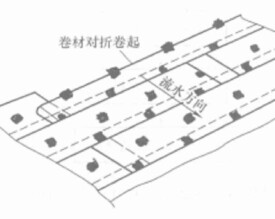
2、點式粘貼固定
採用點式粘貼固定時,在大面積上每1m 應有5個點用膠黏劑與基層固定,每點膠粘面積約400cm 。PVC防水卷材一般寬為1.2m,粘貼點通常設在卷材邊部和中部,問距1 m呈梅花狀布置。粘貼時,將鋪放好的卷材,沿長邊對摺,按1m間距塗膠,將卷材粘貼在基層上;然後翻轉卷材,將卷材邊部按上面方法粘貼在基層上。在檐口、屋脊和屋面的轉角處及突出屋面的連接處(寬度不小於800mm)均應用膠黏劑,將卷材與基層固定。
(1)焊縫檢查
如採用雙道焊縫,可用5號注射針與壓力表相接,將鉤針扎於兩個焊縫的中間,再用打氣筒進行充氣。當壓力表達到0.15MPa時應停止充氣,如保持壓力時間不少於1min,則說明焊接良好;如壓力下降,說明有未焊好的地方。這時可用肥皂水塗在焊縫上,若有氣泡出現,則應在該處重新用焊槍或電烙鐵補焊,直到檢查不漏氣為止。另外,每工作班、每台熱壓焊接機均應取一處試樣檢查,以便改進操作質量。
(2)卷材收頭
卷材全部鋪貼完畢經試水合格后,收頭部位可用鋁條加釘固定,並用密封膏封閉。如有留槽部位,也可將卷材彎人槽內,加點固定后,再用密封膏封閉,最後用水泥砂漿抹平封死。
聚氯乙烯(PVC)防水卷材熱風焊接法鋪貼完成後應做蓄水試驗,合格后可按設計要求進行保護層施工。聚氯乙烯(PVC)防水卷材可採用淺色塗料、塊體材料、水泥砂漿和細石混凝土做保護層。
(1)熱壓焊機應設專人操作與保養。
(2)施工時不準穿帶釘子鞋進入現場。
(3)熱壓焊機工作時,嚴禁用手觸摸焊嘴,以免燙傷。
(4)熱壓焊機停機后,不準在地面上拖拉,不準存放在潮濕地方,要輕拿輕放。
(5)熱壓焊機用完后,要及時關掉總閘。
(6)其他安全注意事項參照冷粘法施工的有關要求。
基本信息
- 中文名
- 熱風焊接法
- 外文名
- Hot air welding
- 注意事項
- 熱壓焊機應設專人操作與保養
- 焊條
- 單焊條與雙焊條
- 設備
- 供氣系統和焊槍
- 用於
- 聚氯乙烯、聚烯烴