咬邊
咬邊
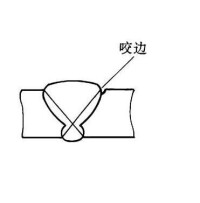
咬邊(undercut),是指由於焊接參數選擇不當,或操作方法不正確,沿焊趾的母材部位產生的溝槽或凹陷。咬邊將減少母材的有效截面積、在咬邊處可能引起應力集中、特別是低合金高強鋼的焊接,咬邊的邊緣組織被淬硬,易引起裂紋。
咬邊
操作方法不當,焊接規範選擇不正確,如焊接電流太大、電弧過長、運條方式和角度不當、坡口兩側停留時間太長或太短均有產生咬邊的可能。
咬邊示意圖
一、GB/T 19418-2003 鋼的弧焊接頭 缺陷質量分級指南
基本要求:焊道與母材應平滑過渡。
缺陷質量分級限值:
一般:缺陷深度不大於1.5mm
中等:缺陷深度不大於1.0mm
嚴格:缺陷深度不大於0.5mm
二、GB 150-2011《壓力容器》7.3.4條款:
下列容器的焊縫表面不得有咬邊:
a)用標準抗拉強度下限值Rm≥540MPa的低合金鋼材製造的容器;
b)Cr-Mo低合金鋼材製造的容器;
c)不鏽鋼材製造的容器;
d)承載循環載荷的容器;
e)有應力腐蝕的容器;
f)低溫容器;
g)焊接接頭係數φ取為1的容器(用無縫鋼管製造的容器除外)
其他容器焊縫表面的咬邊深度不得大於0.5mm,咬邊連續長度不得大於100mm,焊縫兩側咬邊的總長不得超過該焊縫長度的10%。

基本信息
- 中文名
- 咬邊
- 定義
- 沿焊趾的母材部位產生的溝槽
- 外文名
- undercut
- 危害
- 減少母材的有效截面積