單件流
單件流
單徠件流 指的是通過合理的制訂標準生產流程並安排好每個工序的人員量、設備量,使每個工序耗時趨於一致,以達到縮短生產周期、提高產品質量、減少轉運消耗的一種高效管理模式。
單件流包括幾個要素:
1.工序細化:把生產流程中的所有工序按加工順序細化拆分。
2.工序重組合:找到關鍵工序,通過調整人員、設備按關鍵工序的耗時整合次要工序,使所有工序耗時趨於一致。
3.制訂標準作業指導書(SOP)培訓員工
4.按排好的工序設計生產流水線
徠5.試運營、測試產品
6.記錄周期運營數據
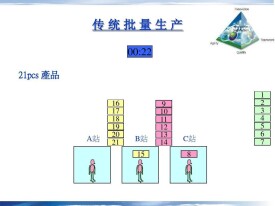
在傳統生產方式中,在所有的批量產品都完成流程之前,沒有一個產品能夠先傳送到下一個流程。數量越大,某一單個產品在流程之間停留的時間就越長,批量生產會有以下幾個明顯缺點:
1. 生產周期長,等於整個批次產品生產周期,容易造成時效性損失(如產品存儲性損壞、市場變動等);
2. 人力浪費:批量化過程中搬運太多,分為領取-搬運-生產-搬運-檢測-存儲;等待多,工序做完等待期漫長
3. 空間浪費:多次存儲轉運需要大面積存儲空間;
4.生產過程僵化,生產問題集中,無法細化解決;
5.不良率高:集中生產再檢測容易出現大批量不良,是後補式檢測;
6.集中出成品,不方便客戶接管。
7.對員工要求高。
相反,單件流卻能解決上述問題:
生產周期最短,時效性損失幾乎可以忽略;
人員無等待;
每件檢測,質量問題及時解決;
容易發現生產問題(如設備、空間布局),方便及時調整、解決;
只有極低搬運量,節省人力、空間;
產品轉換快捷;
新員工可短時間上崗。
1.
生產周期最短,時效性損失幾乎可以忽略;
2.
人員無等待;
3.
每件檢測,質量問題及時解決;
4.
容易發現生產問題(如設備、空間布局),方便及時調整、解決;
5.
只有極低搬運量,節省人力、空間;
6.
產品轉換快捷;
7.
新員工可短時間上崗。
單件流是一種理想的狀態﹔在日常作業中﹐不可能也沒有必要總是某一時間只流一個產品。最重要的是以最少的延誤和等待實現產品流的不間斷。CELL化生產幫助你關注流過整個流程的材料,而不是關注某種作業的設備。
單件流也叫one piece flow,簡稱OPF。通過OPF,我們可以把生產過程中那些不能創造價值的工序或動作儘可能的減少,以此來提升生產效率。單件流生產過程中能及時發現品質不良,從而及時去解決問題;而傳統的批量生產,當大批量的部品生產出來,這時才發現品質不良,損失的是大批量。
單件流它實際上就是一種為了實現適時適量生產,致力於生產同步化的最小批量生產方式,如再加上看板的運用,就徹底地實行了JIT了。它是以訂單為需求,以需求為拉動,以工藝流程為導向,以最小化批次為目標,達到連續生產並實現在線零庫存。請注意這裡的單件,不要生硬的理解為數量上的一,可以理解為單位一,單位一的大小是可以持續改進的,改進的結果就是成本降低的結果。
單件流水線生產是具有各自工藝特徵的生產過程在時間和空間上的展開,描述這種展開狀態以及生產進度計劃的參數,按其作用一般可分為工藝參數、時間參數和空間參數。
1.1 工藝參數工藝參數主要用以描述生產過程在生產工藝方面的展開狀態,包括生產過程數和服裝流水線單件流強度。
1.1.1生產過程數n 生產過程就是指建築產品的生產過程,按照組織服裝流水線單件流生產的範圍不同,生產過程包含的內容也可多可少、可粗可細。編製控制性的生產進度計劃時,生產過程不應分的過細,以避免服裝流水線單件流生產過程重點不突出,從而給生產帶來麻煩,而編製實施性的生產進度計劃時,生產過程應劃分細些,生產內容不得遺漏,主要注意如下兩點:第一,對於不佔用生產對象工作面、不影響工期的製備類和運輸類生產過程,不必列入生產進度計劃表,否則應列入生產進度計劃表;第二,對於安裝、砌築等建築生產主導生產過程,必須列入生產進度計劃。
1.1.2服裝流水線單件流強度V 服裝流水線單件流強度是指在組織服裝流水線單件流生產時,每一生產過程在單位時間內所完成的工程量,也稱服裝流水線單件流能力或生產能力,有如下兩種計算方法:第一,機械生產過程服裝流水線單件流強度計算:
V=RiSi
式中:Ri——某種主導生產機械台數;
Si——該種主導生產機械的台班生產率;
x——用於同一生產過程的主導生產機械的類型數。
第二,人工作業過程的服裝流水線單件流強度計算:
V=R S
式中:R——每一生產過程投入的工人人數
S——人工產量定額
1.2 時間參數
1.2.1服裝流水線單件流節拍t 服裝流水線單件流節拍是指從事某一生產過程的專業生產隊在一個生產段上的生產持續時間,它關係到生產投入勞動力、機械和材料的多少,決定著生產的速度和節奏性,具有十分重大的意義。通常有定額計演演算法、經驗估演演算法和工期估演演算法三種方法確定服裝流水線單件流節拍,本文主要對定額計演演算法做簡單介紹,該方法應用最為普遍,根據現有可投入的生產隊人數或機械設備數所能達到的產量定額或指標,按工期要求來確定服裝流水線單件流節拍:
t==
式中:Q——某生產段的工程量;
P——某生產段所需的勞動量或機械量;
S——單位工作日(台班)計劃產量;
R——專業生產隊人數或機械台數;
1.2.2服裝流水線單件流步距K 前後相鄰的兩個生產過程先後投入生產的時間間隔稱為服裝流水線單件流步距,生產過程數為n時,服裝流水線單件流步距為n-1。服裝流水線單件流步距對工期有很大影響,生產段一定時,服裝流水線單件流步距越小,工期越短,反之亦然,一般至少為一個或半個工作班。服裝流水線單件流步距是相對於同一生產段而言的,而且是指兩個相鄰的生產過程的時間間隔,服裝流水線單件流步距的確定應保證各生產過程的連續作業,同時儘可能滿足前後兩個生產過程的生產時間的最大搭接。
1.3 空間參數
1.3.1工作面工作面是指生產對象上滿足工人和機械設備正常運行的空間大小,工作面的大小決定了生產時可以安置的工人數量、機械的規格型號和數量,同時,每個工人或每台設備所需的工作面大小取決於單位時間內其完成的工作量。每個工人或每台機械的工作面不能小於最小工作面要求,否則就不利於發揮正常的生產效率,也會對生產安全造成不利影響。
1.3.2生產段數m 生產段數是指為了滿足服裝流水線單件流生產的需要,按照一定的規則把生產對象在平面上劃分成的若干個工程量大致相等的生產區段。每一個生產段在某一段時間內只供給一個生產過程使用,其劃分一般遵循如下原則:第一,生產段的分界線應儘可能位於結構的界限,或對結構整體性影響較小的部位,如溫度縫、沉降縫等處;第二,各生產段的工作量應大致相等,相差一般不超過10℅-15℅;第三,每一生產段的工作面應滿足正常組織服裝流水線單件流作業的要求,且不能劃分過多,以免延長工期。
1.3.3生產層數生產層數是指對象在垂直方向上劃分的生產段。為了方便組織生產,不僅要在平面上劃分生產段,而且要在垂直方向上劃分生產層,其劃分可以與結構層一致,也可以根據實際情況,按一定高度進行劃分。
2 服裝流水線單件流段法
服裝流水線單件流段法對一般的建築生產都適用,它把建築物在平面上劃分為若干生產區域,組織若干專業生產隊連續地在各區域中完成同樣工作的服裝流水線單件流作業方法,主要分為如下兩種工作形式。
2.1 固定節拍專業服裝流水線單件流固定節拍專業服裝流水線單件流要求各生產過程的勞動量相差不大,並根據主要生產過程專業隊的人數來計算服裝流水線單件流節拍,再根據此服裝流水線單件流節拍確定其它生產過程專業隊的人數,並考慮生產段的工作面因素進行適當調整。
2.2 等步距成倍節拍專業服裝流水線單件流由於工作面是一定的,而不同的生產過程工藝複雜程度不同,影響服裝流水線單件流節拍的因素也很多,要做到不同的生產過程有相同的服裝流水線單件流節拍是很難的,但通過合理安排,使同一生產過程各生產段的服裝流水線單件流節拍相等是可以做到的,這就是等步距成倍節拍服裝流水線單件流專業服裝流水線單件流作業,即不同的生產過程服裝流水線單件流節拍各自相等,且均為某一常數的倍數,然後每個生產過程根據各自情況成立相應的專業生產隊進行服裝流水線單件流生產。針對每個生產過程成立的專業生產隊數目可以按下式確定:
bi=
式中:bi——生產過程i的專業生產隊數;
ti——生產過程i的服裝流水線單件流節拍;
K0——各生產過程服裝流水線單件流節拍最大公約數。
服裝流水線單件流生產的應用使得建築生產部門及其附屬企業的生產能力得到充分發揮和利用,而服裝流水線單件流段法等生產方法的採用不僅從建設項目本身微觀上可以取得良好的經濟效益,而且對於整個建築生產行業宏觀利益的提高也是很有幫助的。
基本信息
- 中文名
- 單件流
- 外文名
- One piece flow
- 要素
- 工序細化、工序重組合等
- 作用
- 縮短生產周期、提高產品質量等