拼版
手工排版中的第二道工序
拼版又稱“裝版”、“組版”。手工排版中的第二道工序。咱們在工作中不會總是做16K、8K等等正規開數的品,特別是包裝盒、小卡片(合格證)等常常是不合開的,這時候就需要咱們在拼版的時候注意儘可能把成品放在合適的紙張開度範圍內,以節約成本。
拼版
一般名片列印紙有2種:一種是195*297mm的有底花紋紙,另一種是A4大小的彩噴名片列印紙。
拼版方式一樣:每張紙拼10張名片,每行2張,每張紙5行,拼版時,要留有裁切空位。建議拼版間位2—5毫米。
如果是名片膠印機,PS版是專用的,一般每張PS版最多可拼3張版,如果是專色,每道色做成一版,如果是全彩圖片式只有做成CMYK四色版。
拼版時要注意縱向要對齊並加印角線以便於套色,每版邊緣留3毫米(書籍2-3毫米,盒子類需要3-7毫米)左右出血位,以避免印刷和裁切跑位。
是指用人工方式來對菲林片或者列印的硫酸紙進行有秩序的整齊排列,對人操作的要求頗高,現已漸衰落並為電腦軟體拼版所替代。
主要流行軟體為:拼書版大版的一般都是用柯達的Preps,小版的有QarXkess,Indesign,做彩盒的就用AI(Illutrator)多,也用Freehand、corel draw、Adobe Acrobat(附帶拼版插件qiplus)。
1、下面先介紹正規的拼版根據印刷的需要(比如數量)以及設備的限制8K機、4K機、對開機、全張機的不同,咱們拼版的時候也要按實際情況進行不同的調整,一般拼8K或4K就足夠用了,因為在對開和全開的印刷機上可以用套曬、拼曬,並通過自翻身或正反印來解決。
2、單頁形式的印刷品
拼版時中間(垂直中線)拼接部分留6毫米出血邊,即每個單頁四邊均留3mm出血(需要切兩刀)。
說明:如果你做的品沒有出血的圖片、底紋,或完全是一色底紋等,可以按1的方法拼版,中間一刀即可。
3、封套的拼版
一般製作的時候,咱們習慣把封套連同"舌頭"拼在一起,這種做法比較費紙(有一塊空白沒有利用),但圖案連續性好。
還有一種方法是封面歸封面,"舌頭"單獨做,這樣做省紙,但多一道"糊工",即在成品時多刮一次膠(或多貼一道雙面膠帶)。
4、包裝盒的拼版方式
一般大包裝盒(超過8K的)不用拼版,直接套曬就可以了。
5、簡單介紹小包裝的拼版:
盡量在合開的前提下,把拼版工作做到最緊湊,但包裝盒牽涉的后道工藝比較多,軋盒(切出邊緣並壓摺痕線)是最關鍵的,這時需要注意拼版時最近的兩個邊線間應不小於3mm,否則在做刀模的時候會很麻煩,以至於影響產品質量。
1、先根據活件和印刷機尺寸確定拼板尺寸
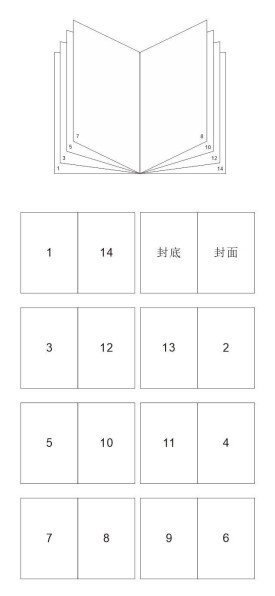
2、手工拼版注意頁碼的位序及正反方向;
3、別忘了留出血邊,一般為3~5mm;
4、每一個單面頁碼和文字的對齊,才能保證精度。
5、不同克重的紙張經過折頁頁碼會有一定的偏移,應處理好爬移量。
6、157g紙張以上不建議三手摺頁(即便是開花線)
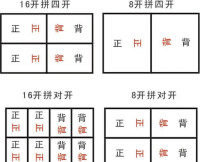
滾翻印刷是指一個印版紙張兩面各印一次,印完一面后,紙張翻面旋轉180度,再印第二面。印第二面時,紙張的叨口方向要改變。印后沿中間裁切后可得兩份同樣的印刷品。這種方法適用於印數不多、一個印版上放有印刷品正反兩面內容、印刷機副面相對較大等情況。例如:要印刷一個產品廣告說明書折頁,印刷成品尺寸為87mm×180mm的6折頁,準備在四開機上印刷。全開正度紙的尺寸為787mm×1092mm,四開紙的尺寸約為540mm×390mm,6折攤開為522mm×180mm。這樣,一張四開紙上可放522mm×180mm的兩個產品說明書折頁。這樣可以把正反面內容拼在一個4開版上,印刷時採用滾翻版印刷,裁切后,一個4開可得兩個說明書。(拼版方法如圖)。
自翻印刷是一塊印版在紙兩面印刷,但紙的翻法是常規翻法,叨口方向不變。一般16開雜誌封面印刷常採用這種方式。例如,印一種雜誌的四個封面,可以把版拼成一個4開,然後上4開機印刷。印完一面后自翻印刷,裁切后一個四開可得兩個封面。
基本信息
- 中文名
- 拼版
- 別稱
- 裝版
- 實質
- 手工排版中的第二道工序
- 要求
- 盡量節約成本