拉拔機
拉拔機
拉徠拔機是由機械設備、潤滑設備、電氣設備、液壓及氣動系統等組成的工業設備,是對金屬材料進行拉拔的設備。拉拔機用於在常溫下對金屬進行拉拔加工的設備。其能力常以最大拉拔力來表示。拉拔機按結構不同,可分為鏈式拉拔機、液壓拉拔機、捲筒式拉拔機。
對金屬坯料施以拉力,使之通過模孔以獲得與模孔尺寸、形狀相同的製品的塑性成型方法稱之為拉拔。拉拔是管材、棒材、型材,以及線材的主要生產方法之一。拉拔生產的工具與設備簡單,維護方便,在一台設備上可以生產多個品種與規格的製品,而且製品的尺寸精確,表面光潔。拉拔設備一般可分為管棒型材拉拔機和拉線機。
拉拔機是對金屬材料進行拉拔的設備。通過拉拔使金屬材料的直徑發生改變,以達到所需的直徑要求。通過空拉,游頭拉等各種拉拔方式及改變模具可拉制各種不同規格直徑的棒材和管材。機械部分由放卷機、預矯直機、聯合拉撥機、水平矯直機、垂直矯直機、液壓剪、輸送機、異型下料台、拋光矯直機、翻料裝置、自動倒角機等組成。
拉拔是將金屬坯料通過拉拔模的模孔使其變形的塑性加工方法。拉拔過程中坯料在拉拔模內產生塑性變形,通過拉拔模后,坯料的截面形狀和尺寸與拉拔模模孔出口相同。因此,改變拉拔模模孔的形狀和尺寸,即可得到相應的拉拔成形的產品。
目前的拉拔形式主要有線材拉拔、棒料拉拔、型材拉拔和管材拉拔。線材拉拔主要用於各種金屬導線,工業用金屬線以及電器中常用的漆包線的拉製成形。此時的拉拔也稱為“拉絲”。拉拔生產的最細的金屬絲直徑可達0.01mm以下。線材拉拔一般要經過多次成形,且每次拉拔的變形程度不能過大,必要時要進行中間退火,否則會使線材拉斷。
目前廣泛使用的管棒材拉拔機是鏈式拉拔機。它的特點是設備結構和操作簡單,適應性強,管、棒、型製品皆可在同一台設備上拉制。根據鏈數的不同可將鏈式拉拔機分為單鏈拉拔機和雙鏈拉拔機。最常見的單鏈拉拔機的結構如圖下圖所示,該設備由床身和移動小車組成。模座固定在床身上,小車由鏈條拖動。在拉拔管材時,安裝一尾架來固定芯桿,芯頭裝在芯桿上。
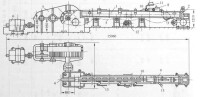
鏈式拉拔機
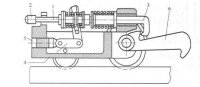
拉拔小車
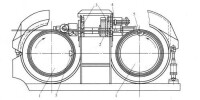
雙鏈式拉拔機的橫斷面圖如下圖所示。
雙鏈式拉拔機
與單鏈式拉拔機相比較,雙鏈式拉拔機有如下優點:
(1)拉拔中心線與設備中心線一致,拉拔過程平穩,製品的尺寸精度、表面質量和平直度高;
(2)單鏈式拉拔機需要撥料機構,雙鏈拉拔機拉拔后管材直接從兩根鏈條之間的空當落下,經拉拔機傾斜滑板進入料筐或由水平輸出機構輸出,卸料方便;
(3)由於小車不必掛鉤,雙鏈式拉拔機既可最大噸位拉拔大規格管材,又可拉拔小管,不會產生因為拉力太小小車掛鉤抬不起來或無法脫鉤的問題,使用範圍廣;
(4)雙鏈拉拔機取消了小車返回機構和撥料機構,小車沒有鉤子和與鉤子有關的部件,結構簡單,維修容易。
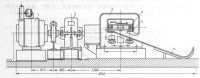
這類拉拔機一般有2個或3個捲筒,其結構如下圖所示。
多次拉拔機
有的多次徠拉拔機管材纏繞在線軲轆上,每一個線軲轆均有咬人管頭的專用夾鉗,線軲轆有單獨的傳動裝置帶動,管材在其上可以纏繞好幾層。多次拉拔機一般用來拉拔外徑小於5mm的小管和毛細管。其主要特點是:管材長度不受卷簡尺寸的限制,拉拔速度可達20m/s,生產率高,拉拔后的盤卷卸下容易,各圈不會攪亂,並可實現帶反拉力拉拔。結構複雜,造價昂貴,高速拉拔拉斷時各圈極易攪亂,重新拉拔必須換下原來的線軲轆(此時夾鉗埋在管卷層的下面)。

基本信息
- 中文名
- 拉拔機
- 外文名
- Rock mass deformation
- 類別
- 多次拉拔機、鏈式拉拔機
- 組成
- 機械設備、潤滑設備、電氣設備、液壓及氣動系統
- 坯料狀態
- 黃銅盤棒,圓,方,六角,扁排
- 坯料規格
- ≤Φ12.5mm
- 成品規格
- ≤Φ4~Φ12mm