電脈衝
電脈衝
電脈衝是徠電子產生的一個脈衝,脈衝就是在很短時間內變一次電壓的過程。
CNC 電脈衝
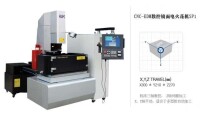
CNC 電脈衝:SP1-300cnc
主要技術規格
工作台尺寸(長*寬)mm 600*400
X,Y,Z軸行程 mm 300*210*270
徠最大電極重量 kg 25
最大工件重量 kg 400
工作檯面至電極板的最小/最大距離mm 295/565
機床重量(不含數控電源) kg 2000
總輸入功率 KVA 13
尖端技術參數
| 最大加工電流 | 60 A |
| 最大加工速度 | 600 mm3 /min |
| 電極消耗度 | < 0.1% |
| 最佳表面精細度 | < 0.2 Ra |
在正負極之間加上脈衝電源,當來一個電脈衝時,在電極絲和工件之間產生一次火花放電,在放電通道的中心溫度瞬時可高達10000°C以上,高溫使工件金屬熔化,甚至有少量氣化,高溫也使電極絲和工件之間的工作液部分產生氣化,這些氣化后的工作液和金屬蒸氣瞬間迅速熱膨脹,並具有爆炸的特性;
EDM電脈衝 機床系列電脈衝 主要技術規格

EDM 電脈衝
| 項目 | 單位 | EDM300 | EDM350—A | EDM350—B | EDM450 | EDM500 | EDM550 | EDM700 |
| 工作台尺寸(長*寬) | mm | 502*280 | 630*350 | 630*350 | 700*420 | 800*480 | 900*500 | 1100*700 |
| 行 程 | mm | X=300 Y=220 Z=250 | X=350 Y=220 Z=250 | X=360 y=250 Z1=200 Z2=200 | X=450 Y=350 Z1=200 Z2=220 | X=500 Y=400 Z1=200 Z2=250 | X=550 Y=450 Z1=200 Z2=250 | X=700 Y=600 Z1=300 Z2=300 |
| 主軸切口板距工作檯面最大距離 | mm | 520 | 650 | 570 | 700 | 520 | 840 | 950 |
| 主軸頭最大承重 | kg | 50 | 100 | 120 | 150 | 120 | 300 | 400 |
| 工作檯面最大承重 | kg | 400 | 500 | 500 | 1000 | 1200 | 2000 | 3000 |
| 主機外形尺寸 | mm | 1200*1200*2000 | 1000*1250*2100 | 1000*1300*2200 | 1350*1400*2200 | 1500*1410*2200 | 1550*1800*2200 | 2200*2100*2600 |
| 工作槽內腔尺寸 | mm | 1000*520*330 | 920*570*350 | 920*570*350 | 1200*660*430 | 1440*780*500 | 1500*850*500 | 1980*1100*650 |
| 油箱容量 | L | 440 | 500 | 500 | 510 | 600 | 880 | 1350 |
| 整機重量 | kg | 1100 | 1200 | 1300 | 2000 | 2000 | 2200 | 2500 |
機床性能特徵 1.自適應放電加工控制 2.定時高速抬刀和抬刀高度控制 3.主軸定點控制、放電間隙檢測 4.油位控制 5.防火控制 6.自動報警安全裝置 7.防積碳功能 8.CNC系統,觸摸屏輸入,手控盒操作。 9.工件在機自動測量 10.超精面加工 11.超精邊加工 12.X、Y、Z軸進口松下伺服系統。 13.不鏽鋼材料耐磨包邊設計 14.最小電極損耗0.10% 15.最佳表面粗糙度Ra0.2um 16.最高生產效率500 mm3/min(標配)1000 mm3/min(選配) 17.最小驅動單位1um | 數控電源裝置 1.觸摸屏15英寸LCD液晶顯示。 2.USB數據輸入和輸出。 3.鏡面加工和硬質合金專用等特殊材料加工迴路。 4.高速石墨加工專用迴路,AUTO加工功能單元。 5.低損耗迴路,自動定位功能單元。 6.高速高精度加工系統。 7. 防積碳自動檢測迴路,自動清弧電路單元。 8.專家工藝資料庫系統。 9.CNC指令,標準G代碼,ISO代碼。 10.斷電複位,錯誤信息提示功能。 |
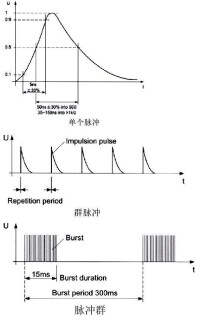
電脈衝波形
常見的波形有矩形,正弦,矩形衰減,正弦衰減,群陣等等。主要波形圖如圖所示。
內因:數字電路都是工作在開關狀態(包括開關電源),對電源的能量索取就是脈衝的,所以產生干擾脈衝是必然的。
外因:市電系統大負荷的開關動作、其它用戶高頻設備的運行、閃電等。電源波動是低頻的不會產生干擾脈衝。

電脈衝設備
第一類是高速走絲電火花線切割機床(WEDM-HS),其電極絲作高速往複運動,一般走絲速度為8~10m/s,電極絲可重複使用,加工速度較高,但快速走絲容易造成電極絲抖動和反向時停頓,使加工質量下降,是我國生產和使用的主要機種,也是我國獨創的電火花線切割加工模式;
第二類是低速走絲電火花線切割機床(WEDM-LS),其電極絲作低速單向運動,一般走絲速度低於0.2m/s,電極絲放電后不再使用,工作平穩、均勻、抖動小、加工質量較好,但加工速度較低,是國外生產和使用的主要機種。
第三類中速走絲電火花線切割機床,準確地應該叫“多速走絲”。是我國獨創的,其原理是對工件作多次反覆的切割,開頭用較快絲筒速度、較強高頻來切割,就如現在的快走絲線切割,最後一刀用較慢絲筒速度、較弱高頻電流來修光,從而提高了加工光潔度;而且絲速減低后,導輪和軸承的抖動少了,加工精度也提高了;
另外,第一刀以最快的速度切割,後來的切割和修光的切割量都非常少,因此,一般三刀切割的時間加起來也比快走絲的一刀切割要快。是利用電極與工件之間的火花通電時,所產生的瞬時間的高溫,去層層蝕除工件表面上材料的原理。電火花加工適用於高硬度導電工件的加工。數控電火花成型機床便是電火花加工的最好範例。
美國科學家發現電脈衝能殺死癌細胞

電脈衝
短時間的高壓電脈衝可以破壞血液向腫瘤處的流動,並使得腫瘤的核心縮小50%左右,Nuccitelli說。腫瘤通常會在治療后的兩到三個星期內死亡。治療時一般每次都要用到數百次的電脈衝,它在百萬分之一秒的時間內帶有4000伏的電壓。
Nuccitelli告訴記者說,他和他的同事們都相信,高壓電脈衝刺激的過程會嚴重破壞細胞內的DNA(遺傳物質)。治療不會產生任何疤痕,或是影響臨近的周圍細胞。所有研究中的實驗老鼠都存活著,且沒有發生任何其他疾病。研究人員表示,在這一技術運用到人體試驗之前,還需要進一步做其他的附加實驗。
研究論文發表在周三的《生物化學與生物物理研究通訊》雜誌上。

基本信息
- 中文名
- 電脈衝
- 最大加工速度
- 最大加工速度
- 最大加工電流
- 60 A
- 電極消耗度
- < 0.1%