光纜護套
光纜護套
為了便於光纜鋪設和運輸,一般光纜出廠時,每軸可以卷2-3公里,在長距離鋪設光纜時,需要將不同軸的光纜進行接續,接續時,兩軸光纜時在光纜護套內進行融接接續的。
1.
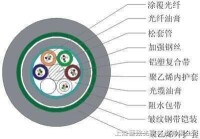
聚乙烯護套:纜芯直接與護套緊密接觸。加工工藝簡單,成本低,常用於普通敷設場合,防水性能不如其他護套。
2.
鋼或鋁粘結護套:利用複合鋼帶或鋁帶在塑料擠出過程中與塑料粘結形成一個完整的整體。粘結護層的優點是能經受各種熱應力時,護套具有抗尺寸變化的特性,這種特性是由於護套結構的金屬元件和塑料組成一個整體,使其具有兩種元件的的最佳特性。護套樹脂粘結到了金屬帶上,所有塑料的熱膨脹係數就由所依附的金屬帶的熱膨脹係數決定,因此粘結護層結構幾乎不發生收縮。
3.
53型護套:這種護套結構主要由內護層(內襯層)、鎧裝層和外護層組成。內襯層的主要作用有二:一是在鎧裝過程中作為鎧裝層的襯墊,可以防止纜芯被鎧裝層壓傷;二是在敷設運行中,可抵禦外界腐濁介質的侵入,防止金屬護套與外界腐濁介質接觸。
光纜護套
1.
纜芯放線架和雙輪張力控制系統。纜芯放線採用龍門懸掛式放線架,最大裝盤規格直徑1800mm。其由機架、升降機構、夾盤機構及電控部分組成。兩隻升降柱既可單獨升降,也可同時升降,放線張力由磁粉制動器控制。
2.
松套管放線和張力控制系統。該系統主要是為了生產中心束管結構光纜而裝備的。其張力舞蹈輪可以調節放線速度及時跟蹤擠出線速度。
3.
雙鋼絲放線架。該裝置是專為中心束管結構光纜中的W結構而裝備的,用於平行放置W結構中的加強鋼絲。要求具有張力控制系統,以確保纜中鋼絲張力一致。
4.
油膏填充裝置。油膏填充裝置主要有料桶抽吸裝置、加壓儲料罐、油膏輸出裝置等組成。主要用於纜芯間的油膏填充,提高光纜滲水性能。
5.
放帶儲帶和焊接系統。護套生產線上的放帶裝置主要有纖維帶和金屬帶放帶兩種機構,一般有立式放帶和卧式放帶兩種形式。儲帶系統是用於連續接帶而設置的金屬帶儲存裝置。
6.
鋼帶扎紋縱包系統。該裝置扎紋部分是一對有齒條的壓輥將鋼帶碾壓成具有直紋的帶子,同時壓輥的轉速受線速度控制。縱包裝置是將壓紋后的金屬帶在纜芯外形成管狀,一般由導帶部分、預成型部分、成型部分和定徑部分組成。
7.
塑料擠出機。採用一體化設計,主要有擠壓系統、傳動系統、加熱和冷卻系統、控制系統等組成。
8.
熱水冷卻系統。主要由水箱、固定水槽、移動水槽、加熱系統、水泵系統等組成。熱水冷卻可分兩段進行,以便適應不同塑料的階梯冷卻。
9.
冷水冷卻系統。其主要由水箱、水槽、水泵等組成。主要作用是進一步冷卻和固化護套。
10.
外徑測量系統和光纜乾燥裝置。用於光纜外徑的測量或監控。乾燥裝置是為了乾燥光纜表面的水分同時可提高外徑測量的正確性。
11.
高壓火花檢測儀。主要用於對光纜護套的完整性進行檢查。一般有高壓直流和高壓交流之分,其主要構造有高壓發生器、高壓檢測鏈珠、擊穿記錄裝置、保護裝置等組成。
12.
計米印字裝置。其作用是在光纜護套表面印刷光纜標記,同時記錄長度。由標準計米輪、字塊安裝輪、色帶放出和廢帶吹出裝置等組成。
13.
履帶牽引機。該裝置主要由上下履帶、履帶牽引系統、長度檢測系統組成。履帶在氣壓的作用下夾持光纜運行,通過調節氣壓即可調節夾緊力。上下履帶均是主動驅動。驅動系統採用高精度交流伺服驅動裝置,速度平穩,可靠。
14.
收線裝置。可以承受2000型的線盤,收線速度由控制面板上的調節電位器調節,同時受位置控制器的控制,基本構造同放線系統。

基本信息
- 分類
- 聚乙烯護套
- 目的
- 便於光纜鋪設和運輸