腐蝕率
腐蝕率
腐蝕率(corrosion rate)單位時間內,單位面積上金屬材料損失的重量,或單位時間內,金屬材料損失的平均損失的濃度厚度。
腐蝕是造成損失最大的一種損耗類型。腐蝕的原因是金屬材料與環境介質(運行介質、水、汽、空氣、氣、煤氣和其他類似物)的化學和電化學反應。腐蝕的定義是:腐蝕是金屬與其環境之間的化學和電化學反應而引起金屬的破壞性侵襲現象。
腐蝕的重要影響主要在以下兩個方面。經濟影響:材料損失、不能運行;資源的保持:腐蝕持續地減少世界的金屬資源供應。
在德國,每年要為治理腐蝕或腐蝕保護的投入50億歐元。
腐蝕現象是多種多樣的。可以概括地細分為以下四個主要的類別。
均勻腐蝕是在整個表面以相同速率發生的腐蝕(均勻腐蝕的一個例子是鐵的生鏽)。如果定義了腐蝕率YL,根據腐蝕率可以將均勻腐蝕再細分為四類。
(1)y<0.01mm/a。很好的抗腐蝕能力,使用在核設施、計算機、特殊的軸桿等類似的地方。
(2)y<0.10mm/a。較好的抗腐蝕能力,使用在泵軸桿、彈簧、閥門底座。
(3)y=0.10~1.0mm/a。滿足鍋爐鋼板、殼體、用以抵禦腐蝕的保護層的支撐結構等的要求。
(4)y>1.0 mm/a。具有這樣的腐蝕率的部件不適於實際應用的要求。
點狀腐蝕(也簡稱為坑洞)是一種局部侵襲,即某些點處的腐蝕率遠高於其他地方。造成坑洞的原因是金屬潛在腐蝕的局部改變。點狀腐蝕的程度使用點蝕因子表示。這個因子是平均穿透深度與腐蝕造成的最深坑洞深度的比例,平均穿透深度是通過樣本的重量損失計算而得。
破裂腐蝕是一個特定的腐蝕環境中在機械應力作用下的金屬破裂過程,這個過程可能是立即發生的,也可能延續一段時間。應力可以是在冷加工、熱處理或服務期中產生。應力破裂腐蝕在所有金屬上都有可能發生,但是在實踐中,應力破裂腐蝕一般僅限於在特定的化學化合物,或只發生在偶然的高應力之下。在很多情況下,應力破裂腐蝕是造成不能運行的原因。
這是由於作為陽極的顆粒邊角與作為陰極的晶體表面的緊密接觸造成的,它是最先發生和表現的快速腐蝕的形式,這會造成強度的降低和金屬的延伸。產生顆粒腐蝕的重要原因是不鏽鋼和合金不合格的回火。
其他類別的腐蝕及其影響在下圖中作了一個概括。
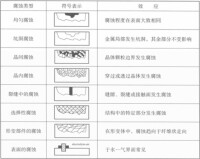
腐蝕類型及其影響
在實際應用中,腐蝕機理、腐蝕率及其原因分析的主要意義在於實現估計部件壽命期。在實踐中,一個工程師對於識別基本的趨勢遠遠比評估潛在的複雜過程重要。潛在的複雜過程要留給化學家去解決。基於這個背景,可以將不同的腐蝕過程分為三個基本的過程。這些過程都取決於腐蝕層的類型,可以粗略地分為保護性腐蝕層和非保護性腐蝕層。
腐蝕反應通常是直接與保護性腐蝕層的形成聯繫的。度量腐蝕的參數是:腐蝕引起的損失即腐蝕層厚度,用Y表示;腐蝕率,用y表示。
線性侵蝕率和質量損失可用y[g/(m·a)]表示;磨損率用y(mm/a)表示。兩種腐蝕率存在如下關係:
腐蝕率
下圖一個工程材料的在不同條件下的腐蝕率列表,用來幫助選擇材料和估計正在進行的腐蝕過程。一方面表現了材料選擇的主導影響,另一方面也可以看出周圍環境的影響。
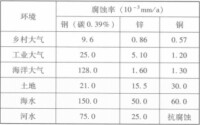
部分工程材料腐蝕率
線性腐蝕情形(下圖)對所有非貴金屬都會發生。過程典型特徵是碎裂、疏鬆的腐蝕層。腐蝕和腐蝕率帶來的損失形成如圖2.30所示的情形。
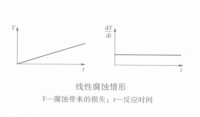
線性腐蝕
腐蝕率
腐蝕率
式中,Y-腐蝕帶來的損失;
y-腐蝕率;
t-反應時間;
k-常數。
拋物線形腐蝕情形(下圖)的特徵是相對緻密的腐蝕層。
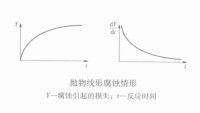
拋物線
腐蝕和腐蝕率引起的損失為:
腐蝕率
腐蝕率
式中,k’為另一常數,其餘含義與上式相同。
在裸露的金屬表面上腐蝕率很高,如果氧化過程產生了金屬表面上的保護層,就可以用來保護生產介質。這樣就將腐蝕率降低到可接受的水平,如下圖所示。
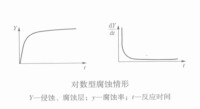
對數腐蝕場景
腐蝕率
腐蝕率
式中,k''為常數。
腐蝕率是評定金屬耐均勻腐蝕性能的重要指標。上一小節載有各類合金在眾多的環境中的腐蝕率,由於環境的變化組合不可勝數,選材者還經常需要進行試驗,來測定在特定環境中一些合金的腐蝕率。常用的測定腐蝕率的方法有失重法和線性極化法,也可用電阻法和塔菲爾線外推法等。重點介紹失重法。
失重法是經典的方法,簡便易行,結果可靠。試驗室試驗用的試件尺寸約為50×25×2~3mm,工廠掛片試件尺寸較大。試件表面須先經砂紙打磨去銹,用丙酮等溶劑去油污,蒸餾水沖洗乾淨,50℃下乾燥,存放備用。試前稱重精確至0.1mg,測量面積。試件用塑料繩懸掛在試驗瓶內。每次試驗用2~3個試件,根據需要選定條件,設計裝置,如靜止,溶液攪動,試件旋轉,通人氣體等。高溫溶液試驗要裝冷凝器,試驗期間要保持固定液面,並經常更換新溶液。試驗周期根據需要擬定,一般為48~200h。腐蝕率高時間可短些,反之則長些。也可每次試驗幾個周期,每周期48h,每周期都用新溶液。也可在一次較長期試驗中,分別於24,48,96,240h取出試件,計算腐蝕率,以便了解腐蝕率的變化。
腐蝕率計算如下:
腐蝕率y=(試件試前重量-試件試后重量)/(試件表面積×時間)
一般y小於1mm/年的材料認為可用。

基本信息
- 中文名
- 腐蝕率
- 拼音
- fu shi lv
- 釋義
- 單位面積或長度上材料損失的重量
- 外文名
- corrosion rate
- 單位
- mm/a或g/(mm2·a)