高強螺栓
高強度的螺栓
高強螺栓就是高強度的螺栓,屬於一種標準件。一般情況下,高強度螺栓可承受的載荷比同規格的普通螺栓要大。

高強螺栓
高強螺栓連接的螺栓採用10.9S級或8.8S級優質合金結構鋼並經過熱處理製作而成,高強度螺栓孔應採用鑽成孔。摩擦型連接的高強度螺栓的孔徑比螺栓公稱直徑d大1.5~2.0mm;承壓型連接的高強度螺栓的孔徑比螺栓公稱直徑d大1.0~1.5mm。
高強螺栓主要應用在鋼結構工程上。高強螺栓的一個非常重要的特點就是限單次使用,一般用於永久連接,嚴禁重複使用!

大六角螺栓
實際上是設計計算方法上有區別,摩擦型高強螺栓以板層間出現滑動作為承載能力極限狀態;承壓型高強螺栓以板層間出現滑動作為正常使用極限狀態,而以連接破壞作為承載能力極限狀態。摩擦型高強螺栓並不能充分發揮螺栓的潛能。在實際應用中,對十分重要的結構或承受動力荷載的結構,尤其是荷載引起反嚮應力時,應該用摩擦型高強螺拴,此時可把未發揮的螺栓潛能作為安全儲備。除此以外的地方應採用承壓型高強螺栓連接以降低造價。
按施工工藝分為:扭剪型高強螺栓和大六角高強螺栓。
大六角高強螺栓屬於普通螺絲的高強度級,而扭剪型高強螺栓則是大六角高強螺栓的改進型,為了更好施工。
高強螺栓的施工必須先初擰后終擰,初擰高強螺栓需用衝擊型電動扳手或扭矩可調電動扳手;而終擰高強螺栓有嚴格的要求,終擰扭剪型高強螺栓必須用扭剪型電動扳手,終擰扭矩型高強螺栓必須用扭矩型電動扳手。
大六角強螺栓 由一個螺栓,一個螺母,兩個墊圈組成。扭剪型高強螺栓由一個螺栓,一個螺母,一個墊圈組成。
一般情況下,高強度螺栓可承受的載荷比同規格的普通螺栓要大。
普通螺栓的材料是Q235(即A3)製造的。
高強度螺栓的材料45#鋼、合金鋼(如20MnTiB、35VB)或其它優質材料,製成後進行熱處理,提高了強度。
兩者的區別是材料強度的不同。
第一點:從原材料看:
高強度螺栓採用高強度材料製造。高強螺栓的螺桿、螺帽和墊圈都由高強鋼材製作,常用 45號鋼、40硼鋼、20錳鈦硼鋼。普通螺栓常用Q235鋼製造。
第二點:從強度等級上看:
高強螺栓,使用日益廣泛。常用8.8和10.9兩個強度等級,其中10.9級居多。普通螺栓強度等級要低,一般為4.4級、4.8級、5.6級。(8.8S和10.9S為鋼結構專用)
高強螺栓所選用的線材是45號鋼等等,對於該螺絲進行熱處理的時候是採用C1035進行加硬處理的,這種加硬處理的方法一般可以達到22--32HRC這種高強度。
對於這種高強螺栓8.8級對應8級螺母,10.9級對應10級螺母。很多人都是會問為什麼螺母的使用比螺絲的硬度低呢?這個是有原因的,在使用的過程中,為了能夠保護高強螺栓,延長使用壽命,在不斷拆卸的過程中肯定是會有一定的磨損的,當8級螺母的硬度比較低,這樣就能夠有效的保護到螺絲,在對於這類緊固件的使用成本中,這樣的搭配是比較合理的,就像跟扳手的硬度相比時扳手的硬度是最高的是一樣的道理的。
可以說對於 高強螺栓的生產有著非常高的水平,如今高強螺栓在工業上,汽車行業中都有著廣泛的運用,對於該類螺絲的生產技術要求也是越來越高。
高強度螺栓施加預拉力和靠摩擦力傳遞外力。普通螺栓連接靠栓桿抗剪和孔壁承壓來傳遞剪力,擰緊螺帽時產生預拉力很小,其影響可以忽略不計,而高強螺栓除了其材料強度很高之外,還給螺栓施加很大預拉力,使連接構件間產生擠壓力,從而使垂直於螺桿方向有很大摩擦力,而且預拉力、抗滑移係數和鋼材種類都直接影響高強螺栓的承載力。
根據受力特點分承壓型和摩擦型。兩者計算方法不同。高強螺栓最小規格M12,常用M16~M30,超大規格的螺栓性能不穩定,設計中應慎重使用。
高強螺栓是指螺栓的等級硬底等性能比較強,也叫高強度螺栓。一般是指8.8級以上的。比如說10.9級螺栓,12.9級螺栓。都是硬度性能很強的。扛扭力性能很強的.
高強螺栓長度計算
高強螺栓連接必須嚴格控制螺栓的長度。扭剪型高強螺栓的長度為螺頭下支承面至螺尾切口處的長度;對高強大六角頭螺栓應該再加一個墊圈的厚度,見圖"(圖中!* 為板層的厚度;! 為螺栓長度)。
高強螺栓長度一般計算式如下:
L=L''+△L
其中△L=M+NS+3P
式中L—高強螺栓的長度;
L''—連接板層總厚度;
△L—附加長度,即緊固長度加長值;
M—高強螺母公稱厚度;
N—墊圈個數,扭剪型高強螺栓為1,高強大六角頭螺栓為2
S—高強度墊圈公稱厚度
P—螺紋的螺距。
高強螺栓的緊固長度加長值=螺栓長度-板層厚度。一般按連接板厚加表L的加
長值,並取5mm的整倍數。
高強度螺栓施工前,應按出廠批複驗高強度螺栓連接副的扭矩係數,每批複驗8套,8套扭矩係數的平均值應在0.110~0.150範圍之內,其標準偏差應小於或等於0.010。其扭矩係數複檢方法按GB50205《鋼結構工程施工質量驗收規範》規定進行。試驗后應在較短的時間內進行高強度螺栓的安裝。
高強度螺栓的施工扭矩按下式計算確定:
Tc=1.05k·Pc·d
Tc—施工扭矩(N·m);
k—高強度螺栓連接副的扭矩係數的平均值;
Pc—高強度螺栓施工預拉力(kN),見表1;
d—高強度螺栓螺桿直徑(mm);
表1 高強度螺栓施工預拉力Pc (kN)
高強度螺栓施工前所用的扭矩扳手,在使用前必須校正,其扭矩誤差不得大於±5% ,合格後方准使用。校正用的扭矩扳手,其扭矩誤差不得大於±3% 。
鋼結構製作和安裝單位應按規範GB50205-2001附錄B的規定分別進行高強度螺栓連接摩擦面的抗滑移係數試驗和復驗,現場處理的構件磨擦應單獨進行磨擦面抗滑移係數試驗,其結果應符合設計要求。
製造廠和安裝單位應分別以鋼結構製造批為單位進行抗滑移係數檢驗。製造批可按分部(子分部)工程劃分規定的工程量每2000t為一批,不足2000t的可視為一批。選用兩種及兩種以上表面處理工藝時,每種處理工藝應單獨檢驗。每批三組試件。
抗滑移係數檢驗應採用雙摩擦面的二栓拼接的拉力試件(圖B.0.5)
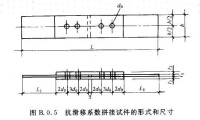
規範GB50205-2001附錄B 圖B.0.5
試件鋼板的厚度t1、t2應根據鋼結構工程中有代表性的板材厚度來確定,同時應考慮在摩擦面滑移之前,試件鋼板的凈載面始終處於彈性狀態;寬度b可參照表B.0.5規定取值。L1應根據試驗機夾具的要求確定。
表B.0.5試件板的寬度(mm)
| 螺栓直徑d | 16 | 20 | 22 | 24 | 27 | 30 |
| 板寬b | 100 | 100 | 105 | 110 | 120 | 120 |
試件板面應平整,無油污,孔和板的邊緣無飛邊、毛刺。
試驗用的試驗機誤差應在1%以內。
試驗用的貼有電阻片的高強度螺栓、壓力感測器和電阻應變儀應在試驗前用試驗機進行標定,其誤差應在2%以內。
試件的組裝順序應符合下列規定:
先將沖釘打入試件孔定位,然後逐個換成裝有壓力感測器或貼有電阻片的高強度螺栓,或換成同批經預拉力復驗的扭剪型高強度螺栓。
緊固高強度螺栓應分初檸、終擰。初擰應達到螺栓預拉力標準值的50%左右。終擰后,螺栓預拉力應符合下列規定:
1)對裝有壓力感測器或貼有電的高強度螺栓,採用電阻應變儀實測控制試件每個螺栓的預拉力值在0.95P-1.05 P(P為高強度螺栓設計預拉力值)之間;
2)不進行實測時,扭剪型高強度螺栓的預拉力(緊固軸力)可按同批複驗預拉力的平均值取用。
試件應在其側面畫出觀察滑移的直線。
將組裝好的試件置於拉力試驗機上,試件的軸線應與試驗機夾具中心嚴格對中。
加荷時,應先加10%的抗滑移設計荷載值,停1min后,再平穩加荷,加荷速度為3-5kN/s。直拉至滑移破壞,測得滑移荷載。
在試驗中當發生以下情況之一時,所對應的荷載可定為件的滑移荷載:
1)試驗機發生回針現象;
2)試件側面畫線發生錯動;
3) X-Y記錄儀上變形曲線發生突變;
4)試件突然發生“嘣”的響聲。
抗滑移係數,應根據試驗所測得的滑移荷載 和螺栓預拉力P的實測值,按下式計算,宜取小數點二位有效數字。
高強螺栓
nf ——摩擦面面數取nf=2;
∑Pi——試件滑移一側高強度螺栓預拉力實測值(或同批螺栓連接副的預拉力平均值)之和
(取三位有效數)(KN) ;
m——試件一側螺栓數量,取m=2 。

基本信息
- 中文名
- 高強螺栓
- 外文名
- High strength bolt
- 類別
- 標準件
- 功能
- 可承受較大的載荷比
- 特點
- 限單次使用
- 性質
- 高強度的螺栓
- 螺栓
- 10.9S級或8.8S級合金結構鋼