側銑頭
機床的附件之一
側銑頭,別名:角度頭,是一種機床附件,機床安上銑頭后刀具旋轉中心線可以與主軸旋轉中心線成角度加工工件。原產於歐洲,現已廣泛應用於航空、汽車、模具等機械加工的各個領域。使用銑頭,無需改變機床結構就可以增大其加工範圍和適應性,使一些用傳統方法難以完成的加工得以實現,並能減少工件重複裝夾,提高加工精度和效率。
主要用於加工中心和龍門銑床,其中輕型可以裝在刀庫中,並可以在刀庫和機床主軸之間自由轉換;中型及重型擁有較大的剛性和扭矩,可適用於大部分加工需求。
因銑頭擴充了機床的使用性能,相當於給機床增加了一根軸,甚至在某些大型工件不易翻轉或是高精度要求的情況下,比第四軸更實用。
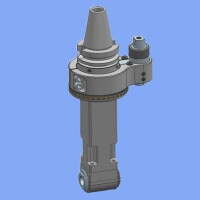
各類側銑頭照片展示
、型銑——類銑質量(般)、精般、扭矩,般龍床。類銑連盤固及鎖緊,支持類型輸。
、型銑——類銑質量(般-)、精、扭矩。類銑擁、型優,精型,範圍型廣,市推崇。
1、單輸出銑頭——該類型的銑頭較為常見,剛性較佳,可廣泛應用於各類使用場合。
2、雙輸出銑頭——該銑頭採用雙向輸出,且雙向的同心精度、垂直精度較佳,可以很好地解決使用者在需求高精度時手動轉角度、打表校正的麻煩,避免重複誤差,提高生產加工效率和精度。
3、立卧兩用銑頭——該銑頭可同時進行立式及卧式加工,採用雙向止推軸承及傘形齒輪分離式原理,校正更顯得方便快速,其內部採用高速止推軸承,由兩方向固定,可承受重切削。
4、萬向銑頭——又稱萬能銑頭,該銑頭刀具的旋轉中心線與機床主軸旋轉中心線所成角度可調,可調角度範圍一般為0~90度,但也有一些特殊的可調超過90度。

側銑頭
2、精密工件,一次性固定,需加工多個面時;
3、相對基準面,進行任意角度的加工時;
4、加工保持在一個特殊角度進行仿形銑銷,如球頭端銑加工時;5.孔中孔,銑頭或者其它工具無法探進孔中加工小孔時;6.加工中心無法加工的斜孔、斜槽等,如發動機、箱殼內部孔
1、一般銑頭均採用非接觸式油封,在加工過程中如有使用冷卻水,需要在噴水前先運轉,並調整冷卻水噴嘴方向,使之朝刀具噴水,可避免冷卻水滲入本體之虞,以延長壽命。
2、避免長時間在最高轉速持續加工運轉。
3、參照各型號銑頭的參數特性,在適當的加工條件下使用。
4、使用前,需先確認試運轉數分鐘熱機。每次加工時,需選擇適當的轉速和進給加工。加工時的轉速、進給與切深應以漸進方式做調整,直到獲得最大加工效率。
5、一般標準銑頭加工時,需避免加工會產生灰塵、微粒的材質(如:石墨、碳、鎂及其他複合材料等)
1、大陸還未出現專註於製造銑頭生產商,大部分刀具刃具廠商兼顧銑頭的生產和開發,但質量和性能與台灣及國外產品相比還存在差距。如哈量等刀具商。
2、台灣生產的銑頭中,規格最全的品牌當屬台灣HOLDWELL(豪力輝),其餘還有功陽(只有重型)和艾菲茉(只有輕型)。
3、國外眾多,如德國MIMATIC,德國BENZ,德國ROMAI,義大利OMG,美國PARLEC,西班牙MADAULA等,一般價位偏高,且維修較為不易。
1、首先,弄清機床參數:品牌、型號、立式/卧式、主軸類型、主軸扭矩Nm、最大主軸轉速、最大刀具承載重量、刀庫類型,是否自動換刀、機床其他尺寸、工件尺寸。
2、然後,核對銑頭參數:刀具夾持方式、轉速RPM、扭矩、銑頭各外形尺寸以確認是否干涉等。
