熔焊
熔焊
所謂熔焊,是指焊接過程中,將焊接接頭在高溫等的作用下至熔化狀態。由於被焊工件是緊密貼在一起的,在溫度場、重力等的作用下,不加壓力,兩個工件熔化的融液會發生混合現象。待溫度降低后,熔化部分凝結,兩個工件就被牢固的焊在一起,完成焊接的方法。
熔焊,又叫 熔化焊,是一種最常見的 焊接方法。所謂熔焊,是指焊接過程中,將聯接處的金屬在高溫等的作用下至熔化狀態而完成的焊接方法,可形成牢固的焊接接頭。由於在焊接過程中固有的高溫相變過程,在焊接區域就產生了熱影響區。固態焊接和熔焊正相反,固態焊接沒有金屬的熔化。
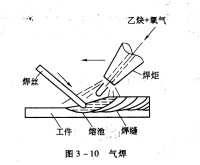
氣焊
氣焊用的焊絲起填充金屬的作用,焊接時與熔化的母材一起組成焊縫金屬。因此,應根據工件的化學成份和機械性能選用相應成份或性能的焊絲,有時也可以用從被焊板材上切下的條料作焊絲。
焊接有色金屬、鑄鐵和不鏽鋼時,還應採用焊粉(熔劑),用以消除覆蓋在焊材及熔池表面上的難熔的氧化膜和其它雜質,並在熔池表面形成一層熔渣,保護熔池金屬不被氧化,排除熔池中的氣體、氧化物及其它雜質,提高熔化金屬的流動性,使焊接順利並保證質量和成形。
氣焊主要應用於薄鋼板、低熔點材料(有色金屬及其合金)、鑄鐵件和硬質合金刀具等材料的焊接,以及磨損、報廢車件的補焊、構件變形的火焰矯正等。
氣焊的優點是設備簡單(氧氣瓶、乙炔瓶、回火保險器、焊炬、減壓器、氧氣、乙炔、輸送管等)使用靈活;對鑄鐵及些有色金屬的焊接有較好的適應性;在電力供應不足的地方需要焊接時,氣焊可以發揮更大的作用。其缺點是生產效率較低;焊接后工件變形和熱影響區較大;較難實現自動化。
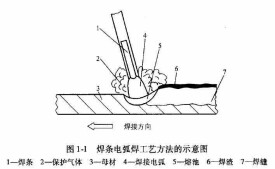
電弧焊是工業生產中應用最廣泛的焊接方法,它的原理是利用電弧放電(俗稱電弧燃燒)所產生的熱量將焊條與工件互相熔化並在冷凝后形成焊縫,從而獲得牢固接頭的焊接過程。電弧焊焊接低碳鋼或低合金鋼時,電弧中心部分的溫度可達6000~8000℃,兩電極的溫度可達到2400~2600℃。
1) 手弧焊
手工電弧焊可以進行平焊、立焊、橫焊和仰焊等多位置焊接。另外由於電弧焊設備輕便,搬運靈活,可以在任何有電源的地方進行維修及裝配中的短縫的焊接作業。特別適用於難以達到部位的焊接。適用於各種金屬材料、各種厚度和各種結構形狀的焊接。如工業用碳鋼、不鏽鋼、鑄鐵、銅、鋁、鎳及合金。
2) 埋弧焊
埋弧焊也是利用電弧作為熱源的焊接方法。埋弧焊時電弧是在一層顆粒狀的可熔化焊劑覆蓋下燃燒,電弧光不外露。埋弧有自動埋弧焊和半自動埋弧焊兩種方式。前者的焊絲送進和電弧移動都由專門的機頭自動完成,後者的焊絲送進由機械完成,電弧移動則由人工進行。埋弧焊的主要優點是:
①熱效率較高,熔深大,工件的坡口可較小,減少了填充金屬量;
②焊接速度高,當焊接厚度為8~10mm的鋼板時,單絲埋弧焊速度可達 50~2000px/min;
③焊劑的存在不僅能隔開熔化金屬與空氣的接觸,而且使熔池金屬較慢地凝固,減少了焊縫中產生氣孔、裂紋等缺陷的可能性。
但由於採用顆粒狀焊劑,這種焊接方法一般只適用於平焊位置,且不能直接觀察電弧與坡口的相對位置,容易焊偏。另外,不適於焊接厚度小於1 mm的薄板。
由於埋弧焊熔深大,生產效率高,機械化操作的程度高,因而適於焊接中厚板結構的長焊縫。在造船、鍋爐與壓力容器、橋樑、起重機械、鐵路車輛、工程機械、重型機械和冶金機械、核電站結構和海洋結構等製造部門有著廣泛的應用,是當今焊接生產中最普遍使用的焊接方法之一。埋弧焊能焊的材料已從碳素結構鋼發展到低合金結構鋼、不鏽鋼、耐熱鋼等以及某些有色金屬,如鎳基合金、鈦合金和銅合金等。
計算公式:
q=IU/v
式中I——焊接電流(A);
U——電弧電壓(V);
v——焊接速度(mm/s);
q——熱輸入(J/mm)。
例如,一厚度為12mm的低碳鋼板,採用雙面埋弧焊,焊接參數為焊絲直徑4mm,焊接電流600A,電弧電壓38V焊接速度8mm/s,此時熱輸入為
q=(600A×38V)÷8mm/s=22800J/s÷8mm/s=2600J/mm
熱輸入綜合了焊接電流、電弧電壓和焊接速度三大焊接參數。熱輸入增大時,熱影響區寬度增大,加熱到高溫的區域增寬,焊件在高溫的停留時間增長,同時冷卻速度減慢。
用外加氣體作為電弧介質並保護電弧和焊接區的電弧焊稱為氣體保護電弧焊,簡稱氣電焊。
氣電焊與其它焊接方法相比,具有以下 特點:
1、電弧和熔池的可見性好,焊接過程中可根據熔池情況調節焊接參數;
2、焊接過程操作方便,沒有熔渣或很少有熔渣,焊后基本上不需清渣;
3、電弧在保護氣流的壓縮下熱量集中,焊接速度較快,熔池較小,熱影響區窄,焊件焊后變形小;
4、有利於焊接過程的機械化和自動化,特別是空間位置的機械化焊接;
5、可以焊接化學活潑性強和易形成高熔點氧化膜的鎂、鋁、鈦及其合金;
6、可以焊接薄板;
7、在室外作業時,需設擋風裝制,否則氣體保護效果不好,甚至很差;
7、電弧的光輻射很強;
8、焊接設備比較複雜,比焊條電弧焊設備價格高。
氣電焊通常按照電極是否熔化和保護氣體不同,分為不熔化極(鎢極)惰性氣體保護焊和熔化極氣體保護焊,氧化混合氣體保護焊、CO2氣體保護焊和管狀焊絲氣體保護焊。
① 鎢極(不熔化極)惰性氣體保護焊
氣體保護電弧焊
鎢極氬弧焊接操作方式分為手工焊、半自動焊和自動焊三類。鎢極惰性氣體保護焊具有下列優點:不和金屬反應,並自動清除工件表面氧化膜的作用,可焊接化學活潑性強的有色金屬、不鏽鋼、耐熱鋼等和各種合金;適用於薄板及超薄板材料焊接;可進行各種位置的焊接,也是實現單面焊雙面成形的理想方法。不足之處是熔深淺,熔敷速度小,生產率較低;其微粒有可能進入熔池,造成污染(夾鎢);惰性氣體(氬氣、氦氣)較貴,生產成本較高。
鎢極惰性氣體保護焊所焊接的板材厚度範圍,從生產率考慮以3mm以下為宜。對於某些黑色和有色金屬的厚壁重要構件(如壓力容器及管道),為了保證高的焊接質量,也採用鎢極惰性氣體保護焊。
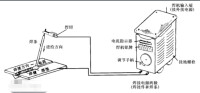
② 熔化極氣體保護焊
這種方法也是利用連續的焊絲與工件之間燃燒的電弧作熱源,由焊炬噴嘴噴出的氣體保護電弧來進行焊接。與鎢極氣體保護焊不同的是,作為焊極的焊絲在焊接過程中熔化為液態金屬,填充在焊縫處。因此其除具備不熔化極氣體保護焊的主要優點(可進行各種位置的焊接;適用於有色金屬、不鏽鋼、耐熱鋼、碳鋼、合金鋼絕大多數金屬的焊接)外,同時也具有焊接速度較快,熔敷效率較高等優點。
③ 二氧化碳氣體保護焊
二氧化碳 氣體保護焊屬熔化極氣體保護焊,其具有生產效率高、焊接變形小、適用範圍廣等特點。焊接時電弧為明弧焊,可見性好,採用半自動焊接法進行曲線焊縫和空間位置焊縫的焊接十分方便,操作簡單,容易掌握,但不足之處是焊接飛濺較大,防風能力差。CO2 氣體保護焊是廣泛應用的一種電弧焊方法,主要用於汽車、船舶、管道、機車車輛、集裝箱、礦山及工程機械、電站設備和建築等金屬結構的焊接。從被焊件材質上看,CO2氣體保護焊可以焊接碳鋼和低合金鋼;從工件厚度上看,採用鋼絲短路過渡的方法,可以焊接薄板;採用粗絲熔滴過渡的方法,可以焊接中、厚板;從焊接位置上看,可以進行全位置焊接,也可以進行平焊、橫角焊及其他空間位置的焊接。

等離子焊
等離子弧焊與鎢極惰性氣體保護焊相比,有以下特點:
1)等離子弧能量集中、溫度高,對於大多數金屬在一定厚度範圍內都能獲得小孔效應,可以得到充分熔透,反面成形均勻的焊縫;
2)電弧挺度好,等離子弧的擴散角僅5°左右,基本上是圓柱形,弧長變化對工件上的加熱面積和電流密度影響比較小。所以,等離子弧焊弧長變化對焊縫成形的影響不明顯;
3)焊接速度比鎢極惰性氣體保護焊快;
4)能夠焊接更細、更薄的工件(如1mm以下極薄金屬的焊接);
5)其設備比較複雜、費用較高,工藝參數調節匹配也比較複雜。
電渣焊是利用電流通過液體熔渣時所產生的電阻熱進行焊接的方法。
激光焊是以聚焦的激光束作為能源轟擊焊件所產生的熱量進行焊接的方式。
電子束焊是利用加速和聚集的電子束轟擊置於真空或非真空中的焊件所產生的熱能進行焊接的方法。
1、焊接過程中,焊接區內充滿大量氣體。
用酸性焊條焊接時,主要氣體成分是CO、H2、H2O;用鹼性焊條焊接時,主要氣體成分是CO、CO2;埋弧焊時,主要氣體成分是CO、H2。
焊接區內的氣體主要來源於以下幾方面:一是為了保護焊接區域不受空氣的侵入,人為地在焊接區域添加一層保護氣體,如葯皮中的造氣劑(澱粉、木粉、大理石等)受熱分解產生的氣體、氣體保護焊所採用的保護氣體(CO2氣體、Ar氣)等;其次是用潮濕的焊條或焊劑焊接時,析出的氣體、保護不嚴而侵入的空氣、焊絲和母材表面上的雜質(油污、鐵鏽、油漆等)受熱產生的氣體,以及金屬和熔渣高溫蒸發所產生的氣體等。
2、氮、氫、氧對焊縫金屬的作用和影響
⑴氮主要來自焊接區域周圍的空氣。手弧焊時,堆焊金屬中約含有0.025%的氮。氮是提高焊縫金屬強度、降低塑性和韌性的元素,也是在焊縫中產生氣孔的主要原因之一。
⑵氫主要來源於焊條葯皮、焊劑中的水分、葯皮中的有機物,焊件和焊絲表面上的污物(鐵鏽、油污)和空氣中的水分等。各種焊接方法均使焊縫增氫,只是增氫的程度不同:手弧焊時用纖維素葯皮焊條焊得的焊縫含氫量比母材高出70倍;只有採用低氫型焊條施焊時,焊縫的含氫量才比較低;而用CO2氣體保護焊時,含氫量最低。
氫使焊縫金屬的塑性性嚴重下降,促使在焊接接頭中產生氣孔和延時裂紋,並且還會在拉伸試樣的斷面上形成白點。
⑶氧主要來源於空氣、葯皮和焊劑中的氧化物、水分及焊接材料表面的氧化物。隨著焊縫中含氧量的增加,其強度、硬度和塑性會明顯下降,還能引起金屬的熱脆、冷脆和時效硬化,並且也是焊縫中形成氣孔(CO氣孔)的主要原因之一。
總之,進入焊縫金屬中的氮、氫、氧都是屬於有害的元素。

熔焊
⑴氣體保護
例如,氣體保護焊時採用保護氣體(CO2、H2、Ar)將焊接區域與空氣隔離起來。
⑵渣保護
在熔池金屬表面覆蓋一層熔渣使其與空氣分開隔離,如電渣焊、埋弧焊。
⑶氣—渣聯合保護
利用保護氣體和熔渣同時對熔化金屬進行保護,如手弧焊。
4、減少焊縫金屬中的含氧量
對焊接區域進行保護、防止空氣與熔化金屬進行接觸是控制焊縫金屬中含氧量的重要措施,但是不能根本解決問題,因為氧還可以通過許多其它渠道進入焊縫中,要徹底堵塞這些渠道事實上是不可能的,因此只能採取措施,對已進入熔化金屬中的氧進行脫氧處理。
5、焊縫金屬常用的脫氧方法
利用熔渣或焊芯(絲)金屬與熔化金屬相互作用進行脫氧,是焊縫金屬常用的脫氧辦法。
⑴擴散脫氧
當溫度下降時,原先熔解於熔池中的FeO會不斷地向熔渣進行擴散,從而使焊縫中的含氧量下降,這種脫氧方法稱為擴散脫氧。
如果熔渣中有強酸性氧化物SiO、TiO等,它們會與FeO生成複合物,其反應式為:
(SiO+FeO)= FeO·SiO
(TiO+FeO)= FeO·TiO
反應的結果使熔渣中的自由FeO減少,這就使熔池金屬中的[FeO]不斷地向渣中擴散,焊縫金屬中的含量因此得以減少。
酸性熔渣(如焊條J422、焊劑HJK431熔化所成的熔渣)中含有較多量的SiO、TiO,所以其脫氧方法主要是擴散脫氧。但是在焊接條件下,由於熔池冷卻速度快,熔渣和液體金屬相互作用的時間短,擴散脫氧進行得很不充分,因此用酸性焊條(劑)焊成的焊縫,其含氧量還比較高,焊縫金屬的塑性和韌性也比較低。
6、用脫氧劑脫氧 在焊芯、葯皮或焊絲中加入某種元素,使它本身在焊接過程中被氧化,從而保證被焊金屬及其合金元素不被氧化或已被氧化的金屬還原出來,這種用來脫氧的元素稱為脫氧劑。常用的脫氧劑有碳、錳、硅、鈦和鋁。
鹼性焊條的脫氧劑以鐵合金的形式加入到葯皮中去,如錳鐵、硅鐵等。埋弧焊常採用合金焊絲,如H08MnA、H10MnSi等。
用脫氧劑脫氧的效果比擴散脫氧好得多,所以用鹼性焊條施焊的焊縫,其含氧量比用酸性焊條施焊時要低,塑性、韌性相應得到提高,因此鹼性焊條常用來焊合金鋼及重要的焊接結構。
7、減少焊縫金屬中的含氫量方法
減少焊縫金屬中含氫量的常用措施有:
1)烘乾焊條的焊劑;
2)清除焊件和焊絲表面上的雜質並盡量使焊絲及焊件表面保持乾燥;
3)在葯皮和焊劑中加入適量的氟石(CaF2)、硅砂(SiO2),兩者都具有較好的去氫效果;
4)焊后立即對焊件加熱,進行后熱處理;
5)採用低氫型焊條、超低氫型焊條和鹼性焊劑。
硫是焊縫中常存的有害元素之一。硫能促使焊縫金屬產生熱裂紋、降低衝擊韌度和需腐蝕性,並能促使產生偏析。厚板焊接時,硫還會引起層狀撕裂。
硫在液態金屬中以FeS的形式存在,熔渣中的Mn、MnO、CaO具有一定的脫硫作用;其反應式如下:
[Mn]+[FeS] =[MnS]+[Fe]
[MnO]+[FeS]=[MnS]+[FeO]
[CaO]+[FeS] =[CaS]+[FeO]
生成的MnS、CaS都進入熔渣中,由於MnO、CaO均屬鹼性氧化物,在鹼性熔渣中含量較多,所以鹼性熔渣的脫硫能力比酸性熔渣強。
磷也是焊縫中常存的有害元素之一。磷會增加鋼的冷脆性,大幅度地降低焊縫金屬的衝擊韌度,並使脆性轉變溫度升高。焊接奧氏體類鋼或焊縫中含碳量較高時,磷也會促使焊縫金屬產生熱裂紋。
磷在液態金屬中以Fe2P、P2O5形式存在。脫磷反應可分為兩步進行:第一步是將磷氧化成P2O5;第二步使之與渣中的鹼性氧化物CaO生成穩定的複合物進入熔渣。其反應式為
2[Fe2P]+5(FeO=P2O5+11[Fe]
P2O5+3(CaO)=(CaO)3·P2O5
P2O5+4(CaO)=(CaO)4·P2O5
由於鹼性熔渣中含有較多的CaO,所以脫磷效果比酸性熔渣要好。
但是實際上,不論是鹼性熔渣還是酸性熔渣,其最終的脫硫、脫磷效果仍不理想。所以控制焊縫中的硫、磷含量,只能採取限制原材料(母材、焊條、焊絲)中硫、磷含量的方法。
合金化就是把所需要的合金元素,通過焊接材料過渡到焊縫金屬(或堆焊金屬)中去。
1)補償焊接過程中由於氧化、蒸發等原因造成的合金元素的損失;
2)改善焊縫金屬的組織和性能;
3)獲得具有特殊性能的堆焊金屬。
常用的合金化方式有:應用合金焊絲;應用藥芯焊絲或葯芯焊條;應用合金葯皮或粘結焊劑;應用合金粉末;應用熔渣與金屬之間的置換反應。
合金元素在焊接過程中總有一部分因氧化、蒸發等原因損耗掉,不可能全部過渡到焊縫中去。合金元素的過渡係數是指焊接材料中的合金元素過渡到堆焊金屬中的數量與其原始含量的百分比,即
式中η——某合金元素的過渡係數(%);
CF——堆焊金屬中某合金元素的含量;
CT——焊條(焊絲、焊劑)中某合金元素的原始總含量。
合金中各組成元素在結晶時分佈不均勻的現象稱為偏析。焊接熔池一次結晶過程中,由於冷卻速度快,已凝固的焊縫金屬中化學成分來不及擴散,造成分佈不均,產生偏析。
焊縫中的偏析現象有以下三種:

熔焊
熔池一次結晶時,最先結晶的結晶中心金屬最純,后結晶部分含其它合金元素和雜質略高,最後結晶部分,即結晶的外端和前緣所含其它合金元素和雜質最高。在一個柱狀晶粒內部和晶粒之間的化學成分分佈不均現象稱為顯微偏析。
⑵區域偏析
熔池一次結晶時,由於柱狀晶體的不斷長大和推移,會把雜質“趕”向熔池中心,使熔池中心的雜質含量比其它部位多,這種現象稱為區域偏析。焊縫的斷面形狀對區域偏析的分佈影響很大。窄而深的焊縫,各柱狀晶的交界在其焊縫的中心,因此焊縫中心聚集有較多的雜質。這種焊縫在其中心部位極易產生熱裂紋。寬而淺的焊縫,雜質則聚集在焊縫的上部,這種焊縫具有較高的抗熱裂能力。
⑶層狀偏析
熔池在一次結晶的過程中,要不斷地放出結晶潛熱,當結晶潛熱達到一定數值時,熔池的結晶就出現暫時的停頓。以後隨著熔池的散熱,結晶又重新開始,形成周期性的結晶,伴隨著出現結晶前沿液體金屬中雜質濃度的周期變動,產生周期性的偏析稱為層狀偏析。層狀偏析集中了一些有害元素,因此缺陷往往出現在層狀偏析中。由層狀偏析所造成的氣孔。
基本信息
- 中文名
- 熔焊
- 別名
- 熔化焊
- 外文名
- Fusion welding
- 拼音
- róng hàn
- 類型
- 冶金術語
- 分類
- 氣焊、電弧焊、激光焊
- 屬於
- 一種最常見的焊接方法