高速鋼
高速鋼
高速鋼(HSS)是一種具有高硬度、高耐磨性和高耐熱性的工具鋼,又稱高速工具鋼或鋒鋼,俗稱白鋼。高速鋼是美國的F.W.泰勒和M.懷特於1898年創製的。
高速鋼的工藝性能好,強度和韌性配合好,因此主要用來製造複雜的薄刃和耐衝擊的金屬切削刀具,也可製造高溫軸承和冷擠壓模具等。除用熔煉方法生產的高速鋼外,20世紀60年代以後又出現了粉末冶金高速鋼,它的優點是避免了熔煉法生產所造成的碳化物偏析而引起機械性能降低和熱處理變形。
1898年,美國機械與管理工程師泰勒(TaylorF.W.)和冶金學家懷特(WhiteM.)研製發明了高速鋼,並作了系統切削試驗。當時他們確定的高速鋼成分為C-0.67%,W-18.91%,Cr-5.47%,Mn-0.11%,V-0.29%,F-余量,與後來的W18Cr4V成分很接近。高速鋼刀具可用30m/min的速度切削鋼材,其效率比過去用的碳素工具鋼和合金工具鋼提高了好幾倍,為美國當時的機械工業生產贏得了巨大的經濟效益。
W18Cr4V高速鋼的熱塑性不好,由於麻花鑽熱軋工藝的需要,後來研製成功了W6Mo5Cr4V2高速鋼,此外,還有W9Mo3Cr4V。這三種高速鋼的切削性能和力學性能近似,稱為通用型。
20世紀中葉以後,科學技術迅速發展,各種難加工材料不斷湧現,通用高速鋼的性能已不復使用,於是高性能高速鋼和粉末冶金高速鋼相繼出現,使高速鋼刀具材料的性能得到了很大提高。
高速鋼的熱處理工藝較為複雜,必須經過淬火、回火等一系列過程。淬火時由於它的導熱性差一般分兩階段進行。先在800~850℃預熱(以免引起大的熱應力),然後迅速加 熱到淬火溫度1190~1290℃(不同牌號實際使用時溫度有區別),后油冷或空冷或充氣體冷卻。工廠均採用鹽爐加熱,現真空爐使用也相當廣泛。淬火后因內部組織還保留一部分(約30%)殘餘奧氏體沒有轉變成馬氏體,影響了高速鋼的性能。為使殘餘奧氏體轉變,進一步提高硬度和耐磨性,一般要進行2~3次回火,回火溫度560℃,每次保溫1小時。
生產製造方法:通常採用電爐生產,曾採用粉末冶金方法生產高速鋼,使碳化物呈極細小的顆粒均勻地分佈在基體上,提高了使用壽命。
用途:用於製造各種切削工具。如車刀、鑽頭、滾刀、機用鋸條及要求高的模具等。
規格主要有圓鋼和方鋼、板材。鋼材的表面要加工良好,不得有肉眼可見的裂紋、摺疊、結疤和發紋。冷拔鋼材表面應潔凈、光滑、無夾雜和氧化皮等。
高速鋼
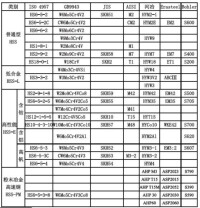
高速鋼是一種複雜的鋼種,含碳量一般在0.70~1.65%之間。含合金元素量較多,總量可達10~25%。按所含合金元素不同可分為:①鎢系高速鋼(含鎢 9~18%);②鎢鉬系高速鋼(含鎢5~12%,含鉬2~6%);③高鉬系高速鋼(含鎢0~2%,含鉬5~10%);④釩高速鋼,按含釩量的不同又分一般含釩量(含釩 1~2%)和高含釩量(含釩2.5~5%)的高速鋼;⑤鈷高速鋼(含鈷 5~10%)。按用途不同高速鋼又可分為通用型和特殊用途兩種。①通用型高速鋼:主要用於製造切削硬度HB≤300的金屬材料的切削刀具 (如鑽頭、絲錐、鋸條)和精密刀具(如滾刀、插齒刀、拉刀),常用的鋼號有W18Cr4V、W6Mo5Cr4V2等。②特殊用途高速鋼:包括鈷高速鋼和超硬型高速鋼(硬度HRC68~70),主要用於製造切削難加工金屬(如高溫合金、鈦合金和高強鋼等)的刀具,常用的鋼號有W12Cr4V5Co5、W2Mo9Cr4VCo8等。
鋼號:W18Cr4V(W18)
硬度HRC:62-65
抗彎強度/GPa:3.0-3.4
衝擊韌性/(MJm²):0.18-0.32
600℃時的硬度HRC:48.5
特點:強度較好,可磨性好,可用普通鋼玉砂輪磨削,耐熱性中等,熱塑性差
鋼號:W6Mo5Cr4V2(M2)
硬度HRC:63-66
抗彎強度/GPa:3.5-4.0
衝擊韌性/(MJm²):0.30-0.40
600℃時的硬度HRC:47-48
特點:強度高,熱塑性好,耐熱性、可磨性稍次於W18Cr4V,可用普通鋼玉砂輪磨削
主要用途:適用於製作熱成形刀具和承受衝擊、結構薄弱的刀具
鋼號:W14Cr4VMnRE
硬度HRC:64-66
抗彎強度/GPa:約4.0
衝擊韌性/(MJm²):約0.31
600℃時的硬度HRC:50.5
主要用途:切削性能與W18Cr4V相當,適於製作熱軋刀具。
又名風鋼或鋒鋼,又稱白鋼。意思是淬火時即使在空氣中冷卻也能硬化,並且很鋒利。它是一種成分複雜的合金鋼,含有鎢、鉬、鉻、釩、鈷等碳化物形成元素。合金元素總量達10~25%左右。它在高速切削產生高熱情況下(約500℃)仍能保持高的硬度,HRC能在60以上。這就是高速鋼最主要的特性——紅硬性。而碳素工具鋼經淬火和低溫回火后,在室溫下雖有很高的硬度,但當溫度高於200℃時,硬度便急劇下降,在500℃硬度已降到與退火狀態相似的程度,完全喪失了切削金屬的能力,這就限制了碳素工具鋼製作切削工具用。而高速鋼由於紅硬性好,彌補了碳素工具鋼的致命缺點,可以用來製造切削工具。
高速鋼一般不做抗拉強度檢驗,而以金相、硬度檢驗為主。
鎢系和鉬系高速鋼經正確的熱處理后,洛氏硬度能達到63以上,鈷系高速鋼在65以上。鋼材的酸浸低倍組織不得有肉眼可見的縮孔、翻皮。中心疏鬆,一般疏鬆應小於1級。
金相檢驗的內容主要包括脫碳層、顯微組織和碳化物不均勻度3個項目。
1.高速鋼不應有明顯的脫碳。顯微組織不得有魚骨狀共晶萊氏體存在。
2.高速鋼中碳化物不均勻度對質量影響最大,冶金和機械部門對碳化物不均勻度的級別 十分重視。根據鋼的不同用途可對碳化物不均勻度提出不同的級別要求,通常情況下應小於3級。
3.用高速鋼製造切削工具,除因其具有高硬度、高耐磨性和足夠的韌性之外,還有一個重要因素是具有紅硬性。(紅硬性是指刀具在高速切削時,刀刃在紅熱狀態下抵抗軟化的能力。)
一種衡量紅硬性的方法是先把鋼加熱至580~650℃,保溫1小時,然後冷卻,這樣反覆4次后測量其硬度值。高速鋼的淬火溫度一般均接近鋼的熔點,如鎢系高速鋼為1210~1240℃,高鉬系高速鋼為1180~1210℃。淬火后一般需在 540~560℃之間回火3次。提高淬火溫度可以增加鋼的紅硬性。為了提高高速鋼刀具的使用壽命,可對其表面進行強化處理,如低溫氰化、氮化、硫氮共滲等。
成捆交貨,用鐵絲捆紮,並有標牌標明爐號,規格等印記。但對冷軋鋼還要塗防鏽油,並用防潮紙包裹,對銀亮鋼還應裝箱。
檢驗高速鋼碳化物不均勻度與試樣的腐蝕時間有關。有關標準中只提出腐蝕要適當不能過腐蝕,這一點往往被人們所忽視。實踐證實,如果發生了過腐蝕,就會將碳化物染黑,表現出不均勻程度改善的假相,就可能將質量不好的高速鋼誤判為優質鋼,這一點尤為重要。

基本信息
- 中文名
- 高速鋼
- 外文名
- High Speed Steels
- 別名
- 白鋼
- 拼音
- gāo sù gāng
- 定義
- 高硬度、高耐磨性和高耐熱性的工具鋼
- 特點
- 高硬度、高耐磨性和高耐熱性
- 特性
- 硬度高
- 密度
- 8.3-8.7 g/cmm³