操作特性曲線
操作特性曲線
是指在一個抽樣檢驗方案(N,n,c)確定后,產品的接收概率L(P)與產品的實際質量水平P之間的關係,它反映了抽檢方案對各種質量的產品的辨別能力,是制定和評價抽檢方案的基本工具,又稱OC曲線。
當用一個確定的抽檢方案對產品批進行檢查時,產品批被接收的概率是隨產品批的批不合格品率p變化而變化的,它們之間的關係可以用一條曲線來表示,這條曲線稱為抽樣特性曲線,簡稱為OC曲線。
(1)抽樣特性曲線和抽樣方案是一一對應關係,也就是說有一個抽樣方案就有對應的一條OC曲線;相反,有一條抽樣特性曲線,就有與之對應的一個抽檢方案。
(2) OC曲線是一條通過(0,1)和(1,0)兩點的連續曲線。
(3) OC曲線是一條嚴格單調下降的函數曲線,即對於p1L(p2)。
由於OC曲線與抽樣方案是一一對應的,故改變方案中的參數必導致OC曲線發生變化。但如何變化呢?它們之間的變化有什麼關係呢?下面分三種情況進行討論。
(1)保持n固定不變,令c變化,則如果c增大,則曲線向上變化,方案放寬;如果c減小,則曲線向下變形,方案加嚴。
(2)保持c不變,令n變化,則如果n增大,則曲線向下變形,方案加嚴;反之n減小,則曲線向上變形,方案放寬。
(3) n,c同時發生變化,則如果n增大而c減小時,方案加嚴;若n減小而c增大時,則方案放寬;若n和c 同時增大或減小時,對OC曲線的影響比較複雜,要看n和c的變化幅度各有多大,不能一概而論。如果n和c盡量減少時,則方案加嚴;對於n和c不同量變化的情況,只要適當選取它們各自的變化幅度,就能使方案在(0,pt)和(pt,1)這兩個區間的一個區間上加嚴,而另一個區間上放寬,這一點對我們是很有用的。
我國不少企業在抽樣檢查時仍沿用百分比抽檢法,所謂百分比抽檢法,就是不論產品的批量大小,都規定相同的判定數,而樣本也是按照相同的比例從產品批中抽取。即如果仍用c表示判定數,用k表示抽樣比例係數,則抽樣方案隨交檢批的批量變化而變化,可以表示為(kN|c)。通過OC曲線與抽樣方案變化的關係很容易弄清楚百分比抽檢的不合理性。因為,對一種產品進行質量檢查,不論交檢產品批的批量大小,都應採取寬嚴程度基本相同的方案。但是採用百分比抽檢時,不改變判定數c,只根據批量不同改變樣本容量n,因而對批量不同的產品批採用的方案的寬嚴程度明顯不同,批量大則嚴,批量小則寬,故很不合理。百分比抽檢實際是一種直覺的經驗做法,沒有科學依據,因此應注意糾正這種不合理的做法。
既然改變參數,方案對應的OC曲線就隨之改變,其檢查效果也就不同,那麼什麼樣的方案檢查效果好,其OC曲線應具有什麼形狀呢?下面就來討論這一問題。
(1)理想方案的特性曲線
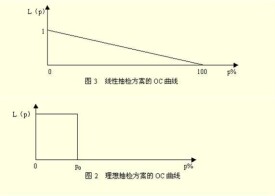
在進行產品質量檢查時,總是首先對產品批不合格品率規定一個值p0來作為判斷標準,即當批不合格品率p≤p0時,產品批為合格,而當p>p0時,產品批為不合格。因此,理想的抽樣方案應當滿足:當p≤p0時,接收概率L(p)=1,當p>p0時,L(p)=0。其抽樣特性曲線為兩段水平線,如下圖所示:
理想方案實際是不存在的,因為,只有進行全數檢查且準確無誤才能達到這種境界,但檢查難以做到沒有錯檢或漏檢的,所以,理想方案只是理論上存在的。
(2)線性抽檢方案的OC曲線
所謂線性方案就是(1|0)方案,因為OC曲線是一條直線而得名的,如下圖所示,
由上圖可見,線性抽檢方案是從產品批中隨機地抽取1個產品進行檢查,若這個產品不合格,則判產品為批不合格品,若這個產品不合格,則判產品批不合格。這個方案的抽樣特性函數為:
因為它和理想方案的差距太大,所以,這種方案的檢查效果是很差的。
理想方案雖然不存在,但這並不妨礙把它作為評價抽檢方案優劣的依據,一個抽檢方案的OC曲線和理想方案的OC曲線接近程度就是評價方案檢查效果的準則。為了衡量這種接近程度,通常是首先規定兩個參數p0和p1(p0