橫焊
橫焊
橫焊徠是焊接垂直或傾斜平面上水平方向的焊縫。應採用短弧焊接,並選用較小直徑焊接電流,以及適當的運條方法。

橫焊
開坡口的對接橫焊,第一道焊縫選用細焊條,當間隙大時宜採用直線往複形運條法。第二道焊縫採用斜圓圈運條法。在施焊過程中,為防止焊縫表面咬邊和下面產生熔化金屬下淌現象,每個斜圓圈形與焊穎中心線的斜度不得大於45度。當焊條末端運到斜圓上面時,電弧應更短,並稍停片刻,然後緩慢將電弧引到焊縫的下邊,即原先電弧停留的旁邊,這樣做能有效地避免各種缺陷,使焊縫成形良好。
橫焊時熔化金屬在重力作用下發生流淌,操作不當則會在上側產生咬邊,下側因熔滴堆積而產生焊瘤或未焊透等缺欠,如下圖所示。
因此,開坡口的厚板多採用多層多道焊,較薄板焊時也常常採用多道焊。

橫焊
2、以短路過渡形式進行焊接。
3、採用恰當的焊條角度,以使電弧推力對產生的缺欠熔滴產生承托作用,獲得高質量的焊縫。不開坡口橫焊時的最佳焊條角度如圖中a所示,開坡口多層橫焊時的最佳焊條角度和焊縫先後如圖中b所示。
4、採用正確的運條方式。對於不開坡口的對接橫焊,薄板正面焊縫選用往複直線式運條方式。較厚焊件採用直線或斜環形運條方式,背面焊縫採用直線形運條。開坡口的對接橫焊,採用多層焊時第一層採用直線形或往複直線形運條,其餘各層採用斜環形運條。斜環形運條方式如下圖所示。運條速度要稍慢且均勻,避免焊條的熔滴金屬過多地集中在某一點上形成焊瘤和咬邊。
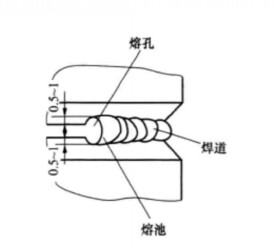
5、由於焊條的傾斜以及上下坡口的角度影響,使電弧對上下坡口的加熱不均勻。上坡口受熱較好,下坡口受熱較差,同時熔池金屬因受重力作用而下墜,極易造成下坡口熔合不良,甚至冷接。因此,應先擊穿下坡口面,后擊穿上坡口面,並使擊穿位置相互錯開一定距離(0.5~1個熔孔的距離),使下坡口面擊穿熔孔在前,上坡口面擊穿熔孔在後。焊條傾角在坡口上緣與下緣的變化與焊縫形狀及熔孔關係如下圖所示。
6、厚板的橫焊適合採用多層多道焊,每道焊縫均應採用直線形運條法,但要根據各焊縫的具體情況,始終保證短弧和適當的焊接速度。同時,焊條的角度也應該根據焊縫的位置進行調節。
7、當熔渣超前,或有熔渣覆蓋熔池形狀傾向時,應採用撥渣運條法,如下圖所示。其中,1為電弧的拉長,2為向後斜下方推渣,3為返回原處。
1、運條方法不正確。
2、電流過大或過小。
3、電弧推進高溫區控制方法不規範。
1、當坡口的過流間隙較大時,如果電弧不作邊部帶弧運條,電弧的吹向點直吹坡口的過流間隙,空氣過流與熔滴的連續過渡所形成較厚的熔池,會因為熔池凝固時失去電弧有力的保護而使氣孔發生傾向增大,採用V形運條法能有效防止氣孔的產生。
2、電弧前移與回弧始終貼於坡口一側,坡口間隙較大時,如果熔池溫度較高,可將電弧作冷卻熔池的前移,使高溫熔池能順利的凝固,形成過流金屬的固定成形。電弧前移與回帶應形成較短、較薄的熔池,有利於過流金屬對坡口兩側鈍邊處的熔化。電弧前移吹掃線應有1/3吹過坡口間隙,可保證熔滴過渡不形成過渡熔池,而只形成對坡口鈍邊處2/3電弧過渡金屬的屏障保護。
基本信息
- 操作要點
- 短路過渡形式進行焊接
- 危害
- 氣孔
- 特點
- 操作不當則會在上側產生咬邊
- 中文名
- 橫焊
- 釋義
- 焊接垂直或傾斜平面上水平方向
- 外文名
- horizontal