機床上下料裝置
機床上下料裝置
徠機床上下料裝置是將待加工工件送裝到機床上的加工位置和將已加工工件從加工位置取下的自動或半自動機械裝置,又稱工件自動裝卸裝置。
將待加徠工工件送裝到機床上的加工位置和將已加工工件從加工位置取下的自動或半自動機械裝置,又稱工件自動裝卸裝置。大部分機床上下料裝置的下料機構比較簡單,或上料機構兼有下料功能,所以機床的上下料裝置也常被簡稱為上料裝置。機床上下料裝置是自動機床的一個組成部分。半自動機床加設上下料裝置后,可使加工循環連續自動進行,成為自動機床。機床上下料裝置用於效率高、機動時間短、工件裝卸頻繁的半自動機床,能顯著地提高生產效率和減輕體力勞動。機床上下料裝置也是組成自動生產線的必不可少的輔助裝置。
機床上下料裝置
機床上下料裝置
卷料上料裝置 將成卷的線材裝在自動送料機構上,加工時材料被拉出經校直後送向加工位置,一般用於自動車床、自動沖床和自動冷鐓機等。
棒料上料裝置 將一定長度的棒料裝在送料管內,機床每加工完一個工件,便由送料機構將棒料按所需長度向機床主軸孔自動送料一次,一般用於自動車床。
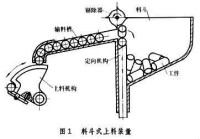
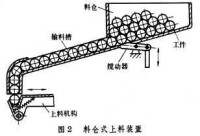
件料上料裝置 用於單件坯料,分為料斗式和料倉式兩種。①料斗式上料裝置:主要由料斗、輸料槽和上料機構等組成(圖1)。工件任意堆放在料斗內,由定向機構按一定方向順序送入輸料槽中,然後由上料機構送到機床上的加工位置。有的料鬥上還裝有剔除器,用以防止定向不正確的工件混入輸料槽中。料斗式上料裝置適用於形式簡單、重量不大而批量很大、工序時間較短的工件,如緊固件、軸承環、鐘錶零件等。②料倉式上料裝置:主要由料倉、輸料槽和上料機構等組成(圖2)。有的料倉還設有攪動器以免工件卡住。工件由人工定向排列裝入料倉,然後經輸料槽由上料機構送到機床上的加工位置。料倉式上料裝置適用於形狀較複雜、尺寸和重量較大而難於自動定向排列的工件,或不允許損傷表面和工序時間較長的工件,如軸、齒輪、連桿、殼體等。組成 件料上料裝置的主要組成部分有料斗、料倉和上料機構等。
機床上下料裝置

機床上下料裝置
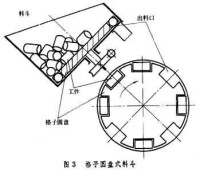
定向機構使料斗中散亂狀態的工件定向排列。定向方法根據工件形狀特點和尺寸大小選擇,常用的有抓取、選取和剔除3種方法。①抓取法:利用運動的定向機構抓取工件的某一部位,或者使工件落入定向機構的溝槽或縫隙中定向排列。圖1中的定向機構是作直線往複運動的滑塊,其上的斜面使工件定向。②選取法:利用定向機構上的型孔分選工件,當工件方位與型孔一致而落入型孔時就得到定向。圖3為格子圓盤式料斗,其定向機構為一圓周上有若干定向格子的連續迴轉的圓盤,落入定向格子的工件被帶到出料口送出。③剔除法:定向機構根據工件形狀、尺寸和重心偏移等特點剔除定向不正確的工件,或使之調頭或轉向達到正確定向。振動料斗通常採用這種定向機構。圖4中擋板剔除直立的和頭部靠內壁的工件,而平卧的工件桿身落入槽隙且頭部掛在上面。料倉 料倉式上料裝置的必要組成部分,用以儲存已定向的工件,工件被順次送至上料機構的抓取位置。傳送方式分為靠工件自重傳送的(如槽式料倉)和靠機械傳送的(如盤式料倉、鏈式料倉等)。
上料機構 用以將已定向的工件送裝到加工位置。有些上料機構也兼有下料機構的功能。上料機構的運動方式取決於上(下)料前後工件的方位,有直線往複運動、擺動或轉動。貫穿磨削的無心磨床常採用送料輥作為上料機構(兼有料倉功能)。機械手、工業機器人能實現較複雜的動作循環,適用於形狀較複雜、尺寸較大和較重的工件,以及在多品種自動化生產中作為上下料機構。70年代以來,人們開始研究在上下料裝置中應用圖象識別和機器視覺等新技術。
華中工學院機械製造教研室編:《機床自動化與自動線》,機械工業出版社,北京,1981。

基本信息
- 中文名
- 機床上下料裝置
- 別名
- 工件自動裝卸裝置
- 功能
- 待加工工件的上料和下料
- 類別
- 機床輔助裝置