共找到2條詞條名為後角的結果 展開
- 金屬切削術語
- 生理學名詞
后角
金屬切削術語
刀具后角是后刀面與切削平面間的夾角。后角是刀具的主要幾何參數之一,其值合理與否直接影響加工表面的質量、刀具耐用度和生產率。作用,后角可減少刀具后刀面與工件加工表面之間的磨損,它配合前角調整切削刃的銳利程度和強度。
![后角[金屬切削術語]](https://i1.twwiki.net/cover/w200/m7/5/m757168873960178a59c41000fe0d9a95.jpg)
后角[金屬切削術語]
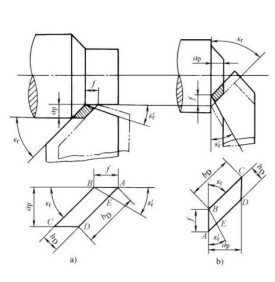
刀具后角是后刀面與切削平面間的夾角,用表示。其中主后角是在主平面中測量的后角,法后角是在法平面 中測量的后角。另外,還有在進給平面(軸向平面) 中測量的后角,即進給后角 ,在背平面(背吃刀量平面、徑向平面) 中測量的后角,即背後角 。
后角也是刀具的主要幾何參數之一,其值合理與否直接影響加工表面的質量、刀具耐用度和生產率。
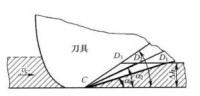
后角對后刀面接觸長度的影響
加大刀具后角的優點:
①減少摩擦,從而提高加工表面質量;
②鈍圓半徑小,切削刃鋒利;
③當採用相同的后刀面磨損VB時,其磨損體積更大,可提高刀具耐用度。
缺點是:
①相同磨損體積時沿刃口垂直方向觀察的磨損值NB較大,因此精加工時不宜採用;
②刀頭強度低;
③散熱體積小。
①當背吃刀量較小時,磨損主要在後刀面。如果刀尖的鋒利程度不夠,刀尖不能很好地切人切削層,工件材料的彈性變形深度也會相對較大,刀尖離開后已加工表面的反彈層也就比較厚,因此已加工表面與刀具后刀面之間的摩擦區間也就比較大,刀具的后刀面磨損就會比較大。在這種情況下選用較大后角,可增加切削刃的鋒利程度,減小后刀面磨損。
②當背吃刀量較大時,磨損主要在前刀面,選用小后角可增強切削刃。
④對於加工尺寸精度要求高的刀具,可選用較小后角以延長刀具使用壽命。
基本信息
- 中文名
- 后角
- 外文名
- clearance angle
- 術語類別
- 金屬切削術語
- 性質
- 刀具的主要幾何參數之一